
电动缝纫机安全操作规程
10页
1、真诚为您提供优质参考资料,若有不当之处,请指正。 缝纫机安全操作规程一、准备工作:1、将机器各部位擦拭干净,并检查部件间紧固部件有否松动现象。2、检查各油孔是否通畅,按润滑要求进行润滑。3、检查各运动部位有否障碍,防护装置有否完好。4、检查压脚与机针之间、压脚与送牙之间的位置有否合理。5、以上准备工作确认无误后,才可引入电源,抬起压脚,空车运转,并检查机头飞轮向有正确,若不正确则应将电源两者相对二、 调整:1、调整压脚的高矮位置。2、调整压脚与机针之间的间隔。3、调整压脚送料牙位置。4、调整针杆的位置。5、调整针码的大小。6、调整挑线簧的弹力大小。三、家用电动缝纫机操作要领 (一)、要使上下线张力平衡。 1 上线的线卷要理顺。穿上线时要抬起压脚。按图示主要经过压线盘。挑线弹簧。调线杆。最后从里向外穿过针空15CM。并把线头理到压脚下(要保证每步有效)这时放下压脚拉上线应有一定拉力 2 梭心的绕线要紧密。摆梭要使底线经过梭壳钢片下的缝隙。并使底线有少许的拉力。在梭槽里要装到位。线头留15CM。旋梭的装底线时梭心的方向要摆对(机器上一般有图)。拉线头时尽量帖近面板。保证底线从旋梭的开口里卡
2、进去。这时拉底线应有少许拉力 3 向左轻拉上线。右手同时向内转动手轮。带出底线。并把上下线理到压脚与针板之间4 放下压脚时拉上下线都有一定的拉力就行了。 5 轻踩踏板。看缝出的线迹。根据缝出的线迹。微调上线张力旋钮。 (二)、针位对。 主要是装针时,针的平面向前,并向上顶到位。最后拧紧固定螺丝。四、操作注意事项:1、保持正确的坐姿。2、注意脚部控制电机踏扳及压脚的方法。3、撑握正确的安装梭心的方法和穿线、起针、收针、倒针操作4、注意送料、接料操作和拐弯操作。5、撑握正确绕底线的方法。6、缝纫机务必安装皮带防护罩等安全装置。 7、缝纫机运转中不要将手指、头发、衣服靠近皮带轮、v形皮带、马达、及旋转部位,也不要把东西放到机器上面。 8、缝纫机操作中,旋梭高速地旋转。为了防止手受到伤害,运转中请绝对不要把手靠近旋梭。 五、维护保养规则:1、工作中如发现不正常现象(特别是高速运转部位的异常现象)应立即停机并找出原因、调整或修理、排除故障,严禁带病运转,严禁私拆机器。2、有事需离开机器时,请及时关机。3、机器长期未用,应先进行清理,涂上防护油脂,妥善保管,半年至少全面润滑一次,并作短时间空运转。
3、4、三个月进行一次一级保养,每半年进行一次二级保养六、电动缝纫机安全操作规程1.工作前,必须检查缝纫机保证安全装置齐全灵敏可靠有效。2.按规定穿戴工装。危及安全的长头发操作人员,要将长头发盘起来或放在帽子里面。3.设备维护保养时,注意不要将润滑油接触眼睛、皮肤等部位;防止造成伤害。4.不论设备是否运转,严谨乱动设备零部件和配套装置。5.操作时,缝纫机必须进行试运转;确认安全正常后,方可操作。6.用手送料操作时,严禁将手指伸入护针架。手指、头部(头发)和衣服应远离上轮、皮带和电机。而且,在上轮、皮带和电机周围不要放置任何物品。7.旋梭高速运转时,勿将手指放在旋梭附近;注意换梭心时,请关掉设备电源进行。8.机器运转时,不得将手放入挑线罩内。9.抬起机头、移动皮带罩、护手挡或安全装置时,必须关闭机器操作。10.当翘起或抬升机头时,勿将手指放入机器内部。11.使用伺服电机的缝纫机;机器未运转时,电机无声音。为防止机器突然启动造成事故,一定要关闭电源。12.发生停电、维护、调整、扫除、穿线、换针时,一定要关闭电源并进行安全确认。13.机器出现故障、不正常的声音或气味等征兆时,要立即关闭电源;找维
4、修人员处理。14.搬运缝纫机时不要拿缝台外罩,拿缝台护罩后护罩会打开,缝纫机会掉下来。另加:平缝机常见故障产生的原因及处理方法跳线跳线也可称为跳针。是指经过缝纫后在缝料的线迹上,出现面线与底线不绞合的现象。其原因主要是由于机针和旋梭尖的间距、间隙、高低不符合公差精度要求而引起的;另外,由于零件的松动、磨损,或位置的定位不准确也会造成。跳线现象可分为:偶然性跳线、断续性跳线和连续性跳线。偶然跳线1、在缝制厚薄不均的缝料时,由于使用较细的机针,遇到较厚部分缝料时,机针容易发生移位,而产生跳线故障;更换相应粗些的机针,缝制厚薄不匀的缝料时,可以适当减慢缝制速度2、由于机针后壁歪斜未与旋梭成正交,造成旋梭钩线效果不佳;适当调整好机针和旋梭的正交位置,机针在钩线时梭尖位于针孔上部边缘上1.55MM,距机针凹槽0.05MM 3、缝线的质量不好、捻度不均匀,造成线圈形成的稳定性不够;通过选择合理的缝线来解决,捻度要合适,面线用左捻线4、由于缝制薄料时,错把细的缝线用粗的机针来缝纫挑线簧弹力不大;通过更换机针,使挑线簧弹力减少5、机针针尖发毛、不锐利或弯曲;更换机针6、旋梭尖头由于某种原因,使尖头变凸
《电动缝纫机安全操作规程》由会员大米分享,可在线阅读,更多相关《电动缝纫机安全操作规程》请在金锄头文库上搜索。
公司门禁管理制度标准版(二篇).doc

医院口腔护理操作的并发症预防及处理规范

校园周边环境安全应急预案范文(3篇)
2023年食堂就餐管理规定4篇
懒惰的智慧阅读附答案
全自动干燥箱DHGA说明书
紧急情况的处理措施预案以及抵抗风险的措施
学校学习部工作计划样本
小班安全工作总结
山西农业大学附属中学2015-2016学年七年级地理上学期第一次月考试题 新人教版
2023年保险销售工作计划范本(4篇)
地方本科高校招生、培养、就业“三位一体”联动机制的构建
大数的认识教学案
2023年四川外国语大学招生计划(全文)

学校关于师德师风学习教育心得体会四篇

时间的脚印第二课时大雁归来第二课时教案
我国民营银行业发展趋势与我国经济发展对策研究分析

预制栅栏板施工方案
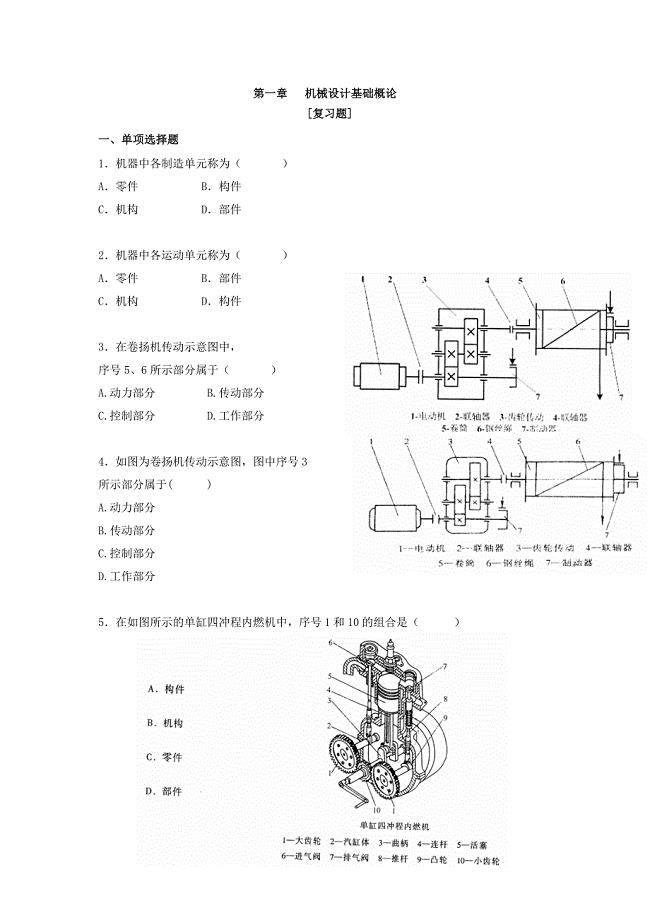
《机械设计基础》章习题
夫妻离婚协议电子范文(四篇).doc
 煤矿安全管理培训心得体会
煤矿安全管理培训心得体会
2023-04-22 3页
武当山码头施工组织设计
2023-11-06 27页
管道施工知识要领-王美东
2023-02-24 10页
注塑件缺陷中英文对照表
2022-09-20 4页
CAD快速变化全部文字颜色、线形线的颜色
2023-06-17 2页
木门制作安装施工工艺
2023-06-13 3页
道路、排水、雨水管道、室外竖向水电工程施工组织设计
2023-10-06 27页
电加热器的设计和计算
2023-08-30 6页
津沧高速公路南段2018年维修工程
2023-08-24 123页
建筑抗震加固建设标准
2023-05-25 19页