
对接平焊实训教案
12页
1、对接平焊实训教案实习课教案课题名 称 分课 题手工电弧焊 对接平焊教学目的了解对接横焊的常识能够正确运用焊接设备,调节焊接电流,掌握焊道的起头、 运条、连接和收尾的方法。无明显的焊接缺陷,焊后焊件上无引弧痕迹。单面焊双面成型技术重点:操作姿势及弧光防护,电弧的二个基本运动方向单面焊双面成型技术难点:操作姿势及弧光防护,电弧的三个基本运动方向单面焊双面成型技术实习设备和材料设备:弧焊变压器焊机BX1400 E4303。3. 2 焊条工件 120 X 60 X 8mm主要作业项目及评分标准:横焊练习1. 焊缝表面均匀,接头处不应有接偏或脱节现象。20分2. 焊缝宽度和余高应基本均匀,不应有过宽、过窄和过高、过低等现象。20分3. 横焊时,由于熔化金属下淌,最易产生焊缝上侧咬边,下边出现焊瘤。20分4. 焊缝表面应无气孔、夹渣、裂纹等缺陷。20分5. 焊件上不允许有引弧痕迹。20分说明:在企业工作中,在焊接当中有些工件不能翻动.遇到有横焊的位置,作为一名焊工我们 要有能力去解决它.所以要给学生做一些必要的练习,并将其技术掌握.平敷焊一、基础知识讲解1.平敷焊的特点平敷焊是焊件处于水平位置时,
2、在焊件上堆敷焊道的一种操作方法。在选定焊接工艺参 数和操作方法的基础上,利用电弧电压、焊接速度,达到控制熔池温度、熔池形状来完成焊 接焊缝。平敷焊是初学者进行焊接技能训练时所必须掌握的一项基本技能,焊接技术易掌握,焊 缝无烧穿、焊瘤等缺陷,易获得良好焊缝成形和焊缝质量。2.基本操作姿势焊接基本操作姿势有蹲姿、坐姿、站姿,如图1-6所示。(a)雷姿(b)坐姿(O站姿图1-6焊接基本操作姿势 焊钳与焊条的夹角如图卜7所示。图1-7焊钳与焊条的夹角辅助姿势焊钳的握法如图1-8所示。面罩的握法为左手握面罩,自然上提至内护目镜框与眼平行,向脸部靠近,面罩与鼻尖 距离10201nm即可。二、实习操作练习基本操作方法(1)引弧焊条电弧焊施焊时,使焊条引燃焊接电弧的过程,称为引弧。常用的引弧方法有划擦法、 直击法两种。划擦法优点:易掌握,不受焊条端部清洁情况(有无熔渣)限制。缺点:操作不熟练时,易损伤焊件。操作要领:类似划火柴。先将焊条端部对准焊缝,然后将手腕扭转,使焊条在焊件表面 上轻轻划擦,划的长度以2030mm为佳,以减少对工件表面的损伤,然后将手腕扭平后迅 速将焊条提起,使弧长约为所用焊条外径
3、L5倍,作“预热”动作(即停留片刻),其弧长 不变,预热后将电弧压短至与所用焊条直径相符。在始焊点作适量横向摆动,且在起焊处稳 弧(即稍停片刻)以形成熔池后进行正常焊接,如图1-9 (a)所示。(a)划擦法(b)直击法图1-9引瓠方法直击法优点:直击法是一种理想的引弧方法。适用于各种位置引弧,不易碰伤工件。缺点:受焊条端部清洁情况限制,用力过猛时药皮易大块脱落,造成暂时性偏吹,操作 不熟练时易粘于工件表面。操作要领:焊条垂直于焊件,使焊条末端对准焊缝,然后将手腕下弯,使焊条轻碰焊件,引 燃后,手腕放平,迅速将焊条提起,使弧长约为焊条外径1。5倍,稍作“预热”后,压低 电弧,使弧长与焊条内径相等,且焊条横向摆动,待形成熔池后向前移动,如图卜9 (b) 所示。影响电弧顺利引燃的因素有:工件清洁度、焊接电流、焊条质量、焊条酸碱性、操作方 法等。(2)引弧注意事项注意清理工件表面,以免影响引弧及焊缝质量。引弧前应尽量使焊条端部焊芯裸露,若不裸露可用铿刀轻铿,或轻击地面。焊条与焊件接触后提起时间应适当。引弧时,若焊条与工件出现粘连,应迅速使焊钳脱离焊条,以免烧损弧焊电源,待焊 条冷却后,用手将焊
4、条拿下。引标前应夹持好焊条,然后使用正确操作方法进行焊接。初学引弧,要注意防止电弧光灼伤眼睛。对刚焊完的焊件和焊条头不要用手触摸,也 不要乱丢,以免烫伤和引起火灾。运条方法焊接过程中,焊条相对焊缝所做的各种动作的总称叫运条。在正常焊接时,焊条一般有 三个基本运动相互配合,即沿焊条中心线向熔池送进、沿焊接方向移动、焊条横向摆动(平 敷焊练习时焊条可不摆动),如图卜10所示。图1-10焊条角度与应用(1)焊条的送进沿焊条的中心线向熔池送进,主要用来维持所要求的电弧长度和向熔池添加填充金属。 焊条送进的速度应与焊条熔化速度相适应,如果焊条送进速度比焊条熔化速度慢,电弧长度 会增加;反之如果焊条送进速度太快,则电弧长度迅速缩短,使焊条与焊件接触,造成短路, 从而影响焊接过程的顺利进行。长弧焊接时所得焊缝质量较差,因为电弧易左右飘移,使电弧不稳定,电弧的热量散失, 焊缝熔深变浅,又曲于空气侵人易产生气孔,所以在焊接时应选用短弧。(2)焊条纵向移动焊条沿焊接方向移动,目的是控制焊道成形,若焊条移动速度太慢,则焊道会过高、过 宽,外形不整齐,如图1-11 (a)所示。焊接薄板时甚至会发生烧穿等缺陷。
《对接平焊实训教案》由会员鲁**分享,可在线阅读,更多相关《对接平焊实训教案》请在金锄头文库上搜索。
出纳实习单位评语
幼儿情景游戏个案分析
隧洞工程施工方案实用文档
石墨烯复合铜新材料项目可行性研究报告申请建议书
无共同债务自愿协议离婚书参考样式(通用3篇)
23古诗词三首
九龙湖垂直绿化专项施工方案
111空间几何体的结构课件(NXPowerLite)(精)
全新版大学英语听说教程3(答案)
湘教版五年级语文上学期期末考试强化检测
谈单技巧
小升初几何专题测试题数奥(含答案)
二年级语文上册成语积累
大连理工大学21秋《财务管理》综合测试题库答案参考15
2023年优秀医师工作计划范文(四篇).doc
2016素质教育工作计划
孝顺父母演讲稿
十一月减肥计划3篇
自动控制原理考试试题库完整
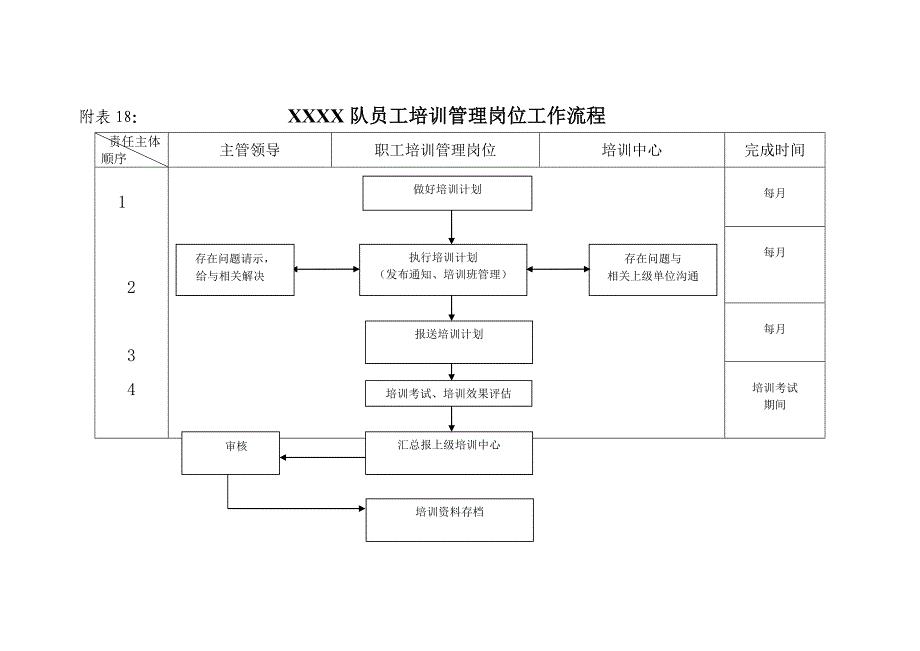
方庄二矿基层单位培训流程
 《石油加工工程》模拟试卷及答案
《石油加工工程》模拟试卷及答案
2022-11-11 14页
护理管理学 试题与答案 第十二章 护理管理与医疗卫生法律法规
2023-05-20 4页
工资系统分析报告
2022-09-02 14页
百事:客户扣率管理经典剖析
2024-02-06 6页
公务员转正考察材料
2023-02-19 2页
毕业设计-无线通信技术热点及其发展趋势
2023-03-13 32页
2019年中考数学复习第二部分热点专题突破专题五函数图象的变化试题含解析
2023-10-14 16页
25层安全施工方案kdh
2023-05-27 36页
淘宝网店物资规范流程制度
2022-09-24 7页
高二物理必修期末考试试题
2023-06-03 3页