
波峰焊作业指导书
5页
1、篇一:波峰焊作业指导书篇二:波峰焊作业指导书波峰焊作业指导书:1 目的:确保波峰焊机在使用时各参数符合所生产产品的要求,保证工序能力得到有效的连续监视和控制。2 范围:适用于有无铅波峰焊。3 职责:生产技术部波峰焊技术员负责对波峰焊机的使用和操作及保养。生产技术部负责波峰焊机相关参数的检测、效验。品保部负责监控和纠正措施的发起,验证。技术部负责锡样检测。4 .波峰焊相关工作参数设置和标准:1.助焊剂参数设置根据规范设置如下:现公司使用的助焊剂:生产厂家助焊剂焊点面预热温度()一远gm1000减摩agf-780ds-aa80-120kester979110-130注:如客户对产品焊点面预热温度有特殊要求,则根据客户书面批准的文件执行。锡条成分比例参数:现公司使用的锡条:类型生产厂家型号焊锡成分比有铅一远sn63pb37无铅减摩np503正常情况下公司助焊剂的比重范围规定:(减摩agf-780ds-aa、一远gm-1000、kester979)如果客户有特殊要求,则生产技术部工程师应依据客户要求具体的工艺注明,波峰焊技术员将按要求进行控制。以上焊点预热温度均指产品上的实际温度,波峰焊机预热
2、温度设定值以当日获得合格波峰焊曲线时设定温度为准。所有波峰焊机的有铅产品锡炉温度控制在(2455)测温温度曲线pcb板上元件的焊点温度的最低值为215;无铅产品锡炉温度控制在(2555),pcb板上元件的焊点温度的最低值为235。如客户或产品对温度曲线参数有单独规定和要求,应根据公司波峰焊机的实际性能与客户协商确定标准以满足客户和产品的要求(此项需生产技术部主管批准执行)。浸锡时间为:波峰1控制在1秒,波峰2控制在23秒;传送速度为:米/分钟;夹送倾角5-8度。助焊剂喷雾压力为2-3psi;针阀压力为2-4psi;除以上参数设置标准范围外,如果客户对其产品有特殊指定要求则由生产技术部工程师反映在具体作业指导书上依其规定执行。5波峰焊机面板显示工作参数控制:波峰焊操作工工作内容及要求:根据波峰焊接生产工艺给出的参数严格控制波峰焊机电脑参数设置。每天按时记录波峰焊机参数。每小时抽检10个样品,检查不良点数状况,并记录数据。保证放在喷雾型波峰焊机传送带的连续2块板之间的距离不小于5cm。每小时检查波峰焊机助焊剂喷雾状况,每次转机时必须点检喷雾抽风罩的5s情况,确保不会有助焊剂滴到pcb上的现
3、象。每小时清洁波峰焊机后的接驳台,保证在接驳台上无脏物。每小时检查波峰焊机波峰是否平整,喷口是否被锡渣堵塞,问题立即处理。每4小时内要把锡炉内的锡渣清理一次,对于无铅锡炉必须每2小时清理一次。每次更换助焊剂后,不要放板,要让喷雾先喷三分钟,把先前管子里的助焊剂喷干净后再放板。生产过程中如发现工艺给出的参数不能满足生产的要求,不能自行调整波峰参数,必须立即通知技术部工程师还处理。生产前需检查波峰2后挡板高度是否平行、合适、锡波表面是否干净,有问题应立即处理,生产线过板间距超过10分钟以上,锡波表面会形成一种氧化膜,应用铲刀进行清除。波峰焊测试技术员工作内容及要求:每周用秒表测量传送速度一次,用秒表测量传送带运行1米所需要时间以计算出传送速度,传送速度指示器误差允许在+/米/分之内,测量结果记录。测试员每周一次用高温玻璃板测量波峰宽度和平整读并记录。调节波峰焊机链爪宽度,装上高温玻璃板,保证玻璃板在链爪上前后移动自由。将有格线的板面朝上,传送时,首先检查助焊剂是否作用以及作用的位置。玻璃板必须经过预热才能经过锡炉波峰,在锡炉波峰上停留时间不超过30秒,观察波峰宽度和平整度,玻璃浸锡面左右两
4、边的差距不能超出一格(1cm)。观察波峰形状,判断波峰焊机传送是否水平,波峰是否有不稳定现象。正常异常异常上图两种异常情况由波峰不稳定或传输带不稳定,不水平引起。如果有该种情况出现,需调整波峰焊机的喷口水平,使其水平于波峰。正常锡炉温度工作情况下使用,不能超过320。过锡炉后,高温玻璃板应在自然温度下冷却散热,不能打开制冷强制冷却,防止破裂。根据以下测量频率制作温度曲线,效验波峰焊相应参数设置状况:1. 生产线转产品时必须重做一次(4小时内完成);2. 对两班倒生产的产品,每班做一次(4小时完成);3新产品试产或第一次量产需在生产前完成;4. 新生产线第一次生产需在生产前完成。测试技术员所测试温度曲线中应标识出以下数据:1. 焊点面标准预热温度的时间和浸锡前预热最高温度;2. 焊点面最高过波峰温度;3. 焊点面焊接时间;4. 焊点面浸锡时间;5. 焊接后冷却温度的下降斜率。6波峰焊温度曲线的制作:6. 1使用仪器:校准有效期内的波峰曲线测量仪,防静电烙铁。7. 2使用材料:传感器(特弗龙测温线),高温锡丝,红胶,茶色高温胶纸。8. 3波峰焊曲线制作程序:制作温度曲线前,要确认波峰焊机预
《波峰焊作业指导书》由会员工****分享,可在线阅读,更多相关《波峰焊作业指导书》请在金锄头文库上搜索。
有关工会年度工作总结集锦五篇.doc

流量计项目商业计划书写作参考
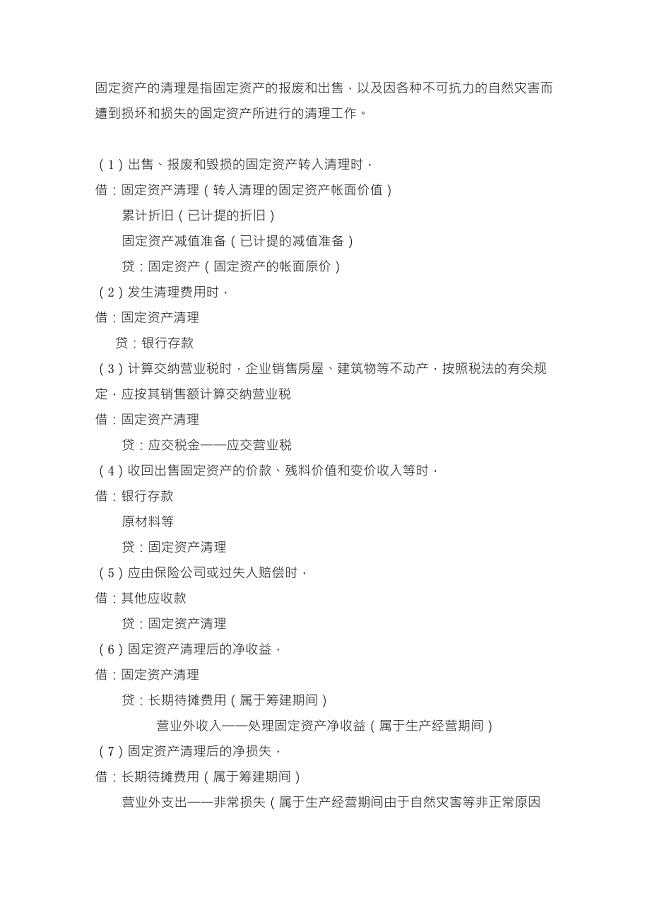
固定资产清理如何做会计分录
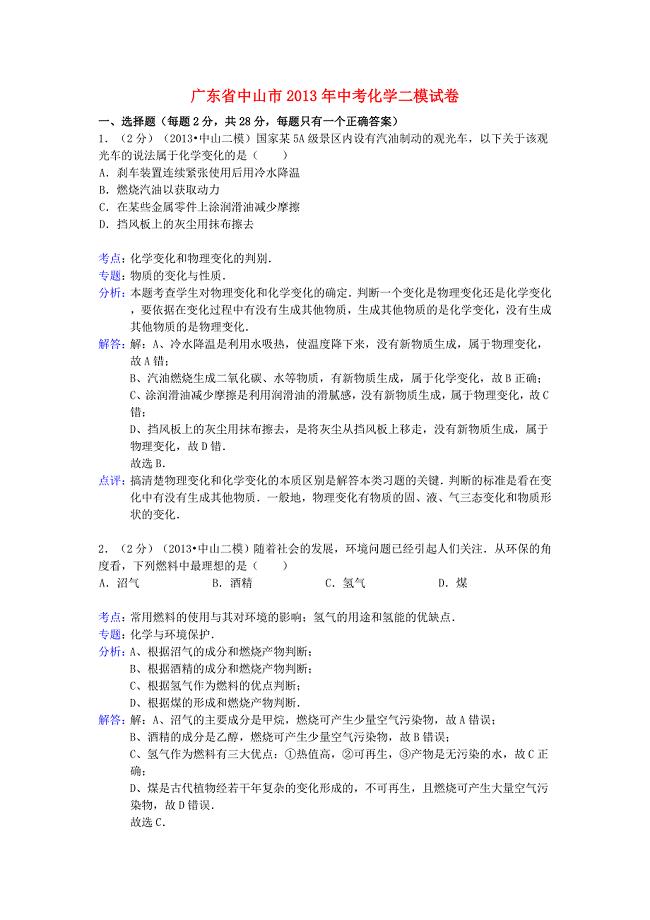
广东省中山市2013年中考化学二模试卷(解析版)
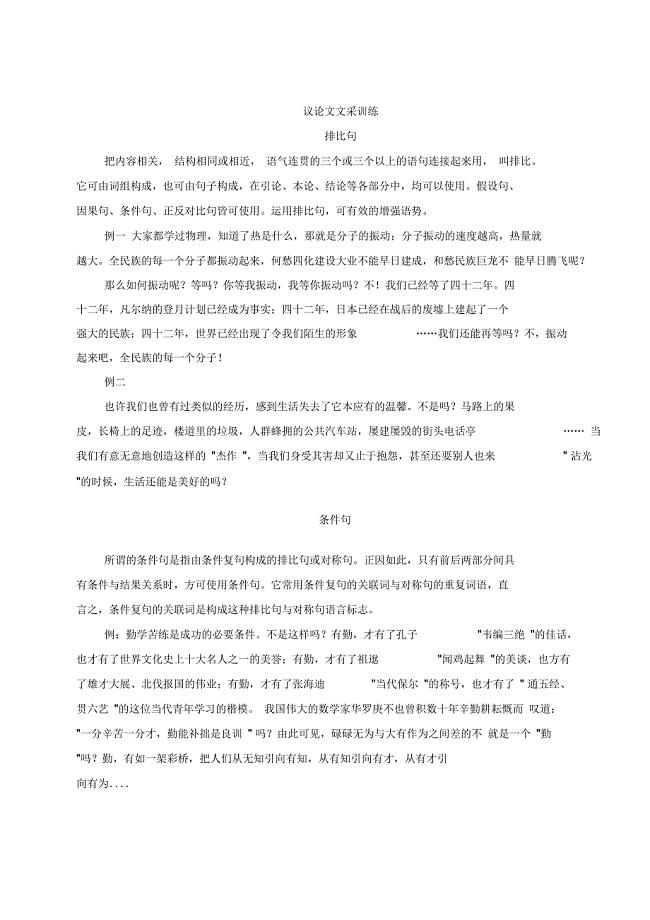
议论文文采训练句式
2023年山东省济宁市汶上县汶上街道八里桥村社区工作人员考试模拟题及答案
用mysql数据库实现的C++图书管理系统
医药销售代表工作职责范文(九篇)
常见污水处理工艺介绍
大班数学优质课教案《糖果店的秘密》
住房公积金如何借款
彩色电视机执行标准
运输公司员工劳动合同范本
汽车焊装车间实习报告

幼儿园后勤工作总结(后勤管理)

儿科实习护士心得范文五篇
塑料PP+PE片料和粒子材料项目资金申请报告写作模板
防止有机生产过程中受禁用物质污染的控制程序
电工实训报告73889
交通安全文化建设
 新中华歌谣100首阅读汇报课
新中华歌谣100首阅读汇报课
2022-08-10 5页
中国上市公司资本结构动态调整的非对称性研究
2024-01-04 3页
政府与非营利组织财务会计复习题
2022-09-06 38页
电梯维修保养操作规程
2022-08-04 9页
《绩效考核量化管理全案Ⅰ》
2023-06-18 545页
财务管理体系
2022-12-11 25页
理财规划师三级理论知识试题
2023-07-04 22页
人力资源部年度总体目标
2023-05-19 5页
某市超标电动车回收信息管理系统用户使用手册
2023-04-16 39页
PLC课程设计-自助洗车机控制设计
2022-09-07 12页
2024年春江苏开放大学机械设计第3次作业答案2024年春江苏开放大学机器学习形考作业二答案2024年春江苏开放大学测试技术综合性大作业答案2024年春江苏开放大学python程序设计形考作业1答案实验报告2024春国开形势与政策大作业参考答案 二2024年春季国家开放大学《形势与政策》形成性考核作业参考答案2024春国开《教育法学》形考作业1至4试题国家开放大学2023秋《个人理财-厦门》大作业参考答案国家开放大学《 生产与运作管理》形考任务1-5参考答案2024年春国家开放大学《形势与政策》形考作业参考答案二2024年春国开《法治思想概论》形考作业参考答案国家开放大学《市场营销学》形考任务1-4参考答案