
五轴数控机床的运动精度检测(1)
10页
1、五轴数控机床的精度检测方法分析摘要:本文首先对五轴数控机床的精度检测技术做了一个简要概括,然后介绍数控机床精度检测的必要性,指出数控机床常见的精度要求及传统检测方法,并介绍先进检测方法和检测仪器、工具,以及各个检测方法的特点。关键词:五轴数控机床;精度检测Psi nalysisofetecionmod of fiveaxi CNC chnetooAbstt: Frsly,ti apr itrouce th recion ein nlgof ias NC mache too,ad hen inrduces theeesity oCNC macine t uracetecionacuy reuieens of Nachie tols, oitsu thecmmon an th tradtional detectio eho, and ntrode dvancedtecon method and detcion instruens, tol, ad th caacteristics ofeach deection methd。K word:ve xisNC mane to;Pesin det
2、etio1 引言五轴联动数控机床目前已大量用于航空制造等高端制造领域。由于机床复杂的机械结构及控制系统,五轴联动机床加工精度检测及优化一直是机械制造行业内研究的热点和难点,成为影响产品加工质量及效率的关键.对企业来说,购买数控机床是一笔相当大的投资,特别是购买大型机床。实践表明,大多数大型数控机床解体发运给用户安装时,必须在现场调试才能符合其技术指标,因此,在新机床检收时,要进行严格的检定,使机床一开始安装就能保证达到其枝术指标预期使用性能和生产效率.投入生产的数控机床使用一段时间后,必须再进行精度检定。通常新机床在使用半年后需再次进行检定,以后每年检测一次,定期检测机床误差,并及时校正螺距及反向间隙等,可切实改善使用中的机床精度及零件加工质量,提高机床的生产率.2 数控机床精度检测技术研究现状 常用的机床误差测量方法有直接测量法和间接测量法,其中间接测量法,如首先用典型工件试切或试加工,然后再对所试切的工件进行精度检测。但这种方法的测量结果中包括了工艺、刀具和材料等因素在内,虽然可以通过试件的加工精度间接反映出机床的精度,但不能精确地用于指导机床的研发和改进。而直接测量法如用微位移传
3、感器测量装夹在主轴上的圆柱形基准棒或基准球,或者对装夹在工件台面上的基准量块或平尺直接进行测量,这种方法可以直接获得某项误差,但该方法测量效率低,测量的范围(如行程)有限。 目前世界各国对数控机床精度检测指标的定义、测量方法及数据处理方法等都有所不同。国际上有五种精度标准体系,分别为:德国VDI标准、日本JS标准、国际标准IO标准、国标GB系列、美国机床制造商协会NMBA。其中NAS979是美国国家航空航天局在二十世纪七十年代提出的通用切削试件,NAS试件”是通过检测加工好的圆锥台试件的“面粗糖度、圆度、角度、尺寸”等精度指标来反映机床的动态加工精度。NAS试件已在三坐标数控机床的加工精度检测方面得到了很好的应用,但用NAS试件来检测五轴数控机床的加工精度还存在一些问题.成都飞机工业(集团)有限责任公司于21年提出了用于检验五轴数控机床的标准试件“S形试件”,该试件是由一个呈“”形状的直纹面等厚缘条和一个矩形基座组合而成,通过检测加工试件的“外形轮廓尺寸、厚度、表面粗糙度”等指标,以及试件上的3条线共9个点的坐标位置来检验五轴数控机床的加工精度,“S形试件是目前五轴数控机床精度检验通用
4、的检测试件,该试件已于2011年申请美国国家专利,“S形试件”模型图及检测点如图1.1所示.S试件模型图测量方法需根据具体的测量仪器来制订,机床精度提髙的需求也促进了机床精度检测工具的发展。根据检测轨迹的不同,检测仪器可分为圆轨迹运动检测和直线运动轨迹检测。由于机床的圆轨迹运动包含了较多误差信息,因此开发一种用于检测机床轨迹运动的仪器也是国内外学者的研究重点。 Heidenha公司研制的平面正交光栅(GE),既可以检测圆轨迹又可以检测直线轨迹或不规则的异形平面运动。WeiG等用光电自准直仪检测主轴偏角的误差,用电容位移测头测出了主轴的轴向跳动误差,用直尺和电容位移测头结合检测出了导轨的直线度误差。用于直线运动轨迹检测的仪器,目前比较常用的有双频激光干涉仪和激光跟踪仪。上海交通大学与美国光动公司合作,基于激光多普勒位移测量仪提出了一种沿体对角的机床空间几何误差的激光矢量测量方法,通过分步测量机床工作空间的条体角线,并结合空间误差综合模型快速分离机床的9项误差。该方法通过添加个面上的6条对角线,可以实现分离出机床的项几何误差. 根据国际生产工程协会(CIRP)的预测,至201年,0%50的
《五轴数控机床的运动精度检测(1)》由会员鲁**分享,可在线阅读,更多相关《五轴数控机床的运动精度检测(1)》请在金锄头文库上搜索。
商场元宵节快乐的促销方案5篇范本
消防工作开展情况总结.doc
吉林大学21秋《组织胚胎学》平时作业2-001答案参考96
矿厂运输队红旗手申报材料
2023年自我鉴定学习总结(优选3篇)

新任科长工作总结
九年级班主任个人总结报告(4篇).doc
朝花夕拾名著阅读感悟3篇(阅读名著《朝花夕拾》)

表31问卷调查表(范例)
2023技术部年度工作总结(三篇).doc
项目管理综合测试三
总经理助理的工作总结(3篇).doc
小班社会活动教案:我喜欢的颜色教案(附教学反思)
新绛县农村公路路网项目合作计划书
租房协议书参考样本(九篇).doc
2020规范购销合同样本(示范合同)
西师大版五年级语文下册教案围魏救赵
第四课友谊与成长同行第二框深深浅浅话友谊
机械租赁合同模板(八篇).doc
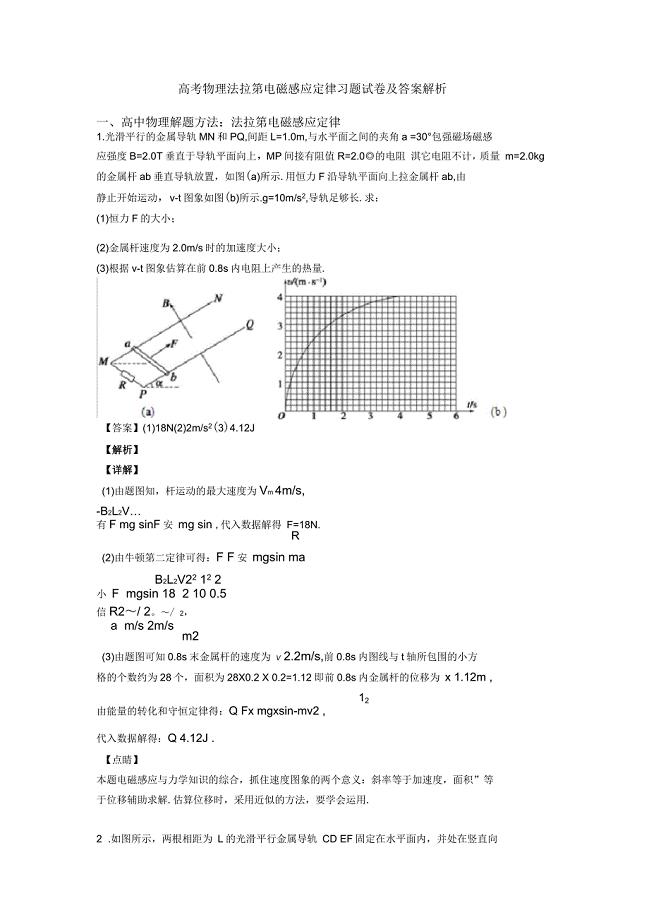
高考物理法拉第电磁感应定律习题试卷及答案解析
 急救应急演练方案
急救应急演练方案
2022-10-12 3页
万有引力定律(教学设计)
2023-03-24 7页
福建师范大学21春《文艺美学》离线作业一辅导答案45
2023-10-06 11页
吉林大学21秋《组织胚胎学》平时作业2-001答案参考96
2023-04-25 13页
大连理工大学21秋《测量学》平时作业一参考答案25
2024-02-02 13页
2023年人教版初中英语单词全册直接打印
2023-04-27 77页
常用化学品应急处置方法
2023-01-14 12页
方程的历史发展及其科学价值
2022-11-10 7页
by的用法总结
2023-01-09 3页
内科中级考试大纲
2023-10-08 13页