
机械制造工艺学考试题库
15页
1、现代制造工艺学一名词解释1生产纲领:计划期内,包括备品率和废品率在内的产量称为生产纲领。2工艺规程:规定产品或零部件机械加工工艺过程和操作方法的工艺文件,是一切有关生产人员都应严格执行、认真贯彻的纪律性文件。3加工余量:毛坯尺寸与零件设计尺寸之差称为加工总余量。4六点定位原理:用来限制工件自由度的固定点称为定位支承点。用适当分布的六个支承点限制工件六个自由度的法则称为六点定位原理(六点定则) 。5机械加工工艺过程:对机械产品中的零件采用各种加工方法,直接用于改变毛坯的形状、尺寸、表面粗糙度以及力学物理性能,使之成为合格零件的全部劳动过程。6完全定位、不完全定位、欠定位、过定位完全定位:工件的六个自由度被完全限制的定位。不完全定位:允许少于六点(1-5点)的定位。欠定位:工件应限制的自由度未被限制的定位。过定位:工件一个自由度被两个或以上支承点重复限制的定位。7加工精度、加工误差:加工精度:零件加工后的实际几何参数(尺寸、形状和表面间的相互位置)与理想几何参数的符合程度。加工误差:加工后零件的实际几何参数(尺寸、形状和表面间的相互位置)对理想几何参数的偏离程度。8误差复映:当车削具有圆度
2、误差的毛坯时,由于工艺系统受力变形的变化而使工件产生相应的圆度误差,这种现象叫做误差复映。9表面粗糙度:表面粗糙度轮廓是加工表面的微观几何轮廓,其波长与波高比值一般小于50.10冷作硬化:机械加工过程中产生的塑性变形,使晶格扭曲、畸变,晶粒间产生滑移,晶粒被拉长,这些都会使表面层金属的硬度增加,统称为冷作硬化(或称为强化)。11工艺系统刚度:工艺系统抵抗变形的能力。12工序能力:工序处于稳定状态时,加工误差正常波动的幅度。13工序:一个(或一组)工人,在一个工作地点,对一个(或同时几个)工件,连续完成的那一部分工艺过程。授课:XXX14安装:在一个工序中需要对工件进行几次装夹,则每次装夹下完成的那一部分工序称为一个安装。15工位:在工件的一次安装中,通过分度(或移位)装置,使工件相对于机床床身变换加工位置,我们把每一个加工位置上的安装内容称为工位。16工步:加工表面、切削刀具、切削速度和进给量都不变的情况下而完成的工位内容为一个工步。17工序集中;工序集中就是将工件的加工集中在少数几道工序内完成。每道工序的加工内容较多。 18工序分散:工序分散则是将工件的加工分散在较多的工序内完成。1
3、9定位误差: 指一批工件在夹具中定位时,工件的工序基准在加工尺寸方向上的最大变动量,以dw 表示。20基准不重合误差:因工序基准与定位基准不重合(原因),用调整法加工一批工件时(条件) ,引起工序基准相对定位基准在加工尺寸方向上产生的最大变化量 (结果),称为基准不重合误差。21基准位移误差:是指工件的定位基准在加工尺寸方向上的变动量。22试切法: 指操作工人在每个工步或走刀前进行对刀,然后切出一小段,测量其尺寸是否合适,如果不合适,将道具的位置调整一下,再试切一小段,直至达到尺寸要求后才加工这一尺寸的全部表面。23系统误差:在顺序加工一批工件中,其加工误差的大小和方向都保持不变,或者按一定规律变化,统称为系统误差。24淬火烧伤:如果磨削区温度超过了相变温度,再加上冷却液的急冷作用,表层金属会出现二次淬火马氏体组织,硬度比原来的回火马氏体高;在它的下层,因冷却较慢,出现了硬度比原来的回火马氏体低的回火组织(索氏体或托氏体),这称为淬火烧伤。25组件:组件是在一个基准零件上,装上一个或若干个零件构成的26测量基准:工件测量时所用的基准。27总装:在一个基准零件上,装上若干部件、组件、套件
4、和零件就成为整个机器,把零件和部件装配成最终产品的过程,称之为总装。28装配:按规定的技术要求将零件或部件进行组配和连接,使之成为半成品或成品的工艺过程。30工艺基准:在加工工艺过程(加工、测量、装配)中使用的基准二、简答题1简述基准的分类授课:XXX基准设计基准工艺基准工序基准定位基准测量基准装配基准原有基准附加基准粗基准精基准2影响加工余量的因素3只有六个定位支承点,工件的六个自由度就可以完全被限制了,这种说法对吗?为什么?举例说明。4精基准的选择应遵循哪几条原则?(1)基准重合原则(2)统一基准原则(3)互为基准原则(4)自为基准原则(5)便于装夹原则5粗基准的选择应遵循哪几条原则?(1)保证相互位置要求的原则(2)保证加工表面加工余量合理分配的原则(3)便于工件装夹的原则(4)粗基准一般不得重复使用的原则6简述工序顺序的安排原则?(1)先加工基准面,再加工其他表面(2)一般情况下,先加工平面,后加工孔(3)先加工主要表面,后加工次要表面(4)先安排粗加工工序,后安排精加工工序。7简述机床夹具的功用?(1)保证加工质量(2)提高生产效率,降低生产成本(3)扩大机床工艺范围(4)减
《机械制造工艺学考试题库》由会员re****.1分享,可在线阅读,更多相关《机械制造工艺学考试题库》请在金锄头文库上搜索。
物业水电维修工作计划参考范文(四篇).doc
论以宿舍为基点开展大学生心理健康教育的重要性

2014年菲律宾最高融资初创企业
镇江骨科植入物项目可行性研究报告(模板范文)
酒店预防传染病应急预案1

人类与地理环境的协调发展全章教案
学院消防安全检查工作计划(2篇).doc
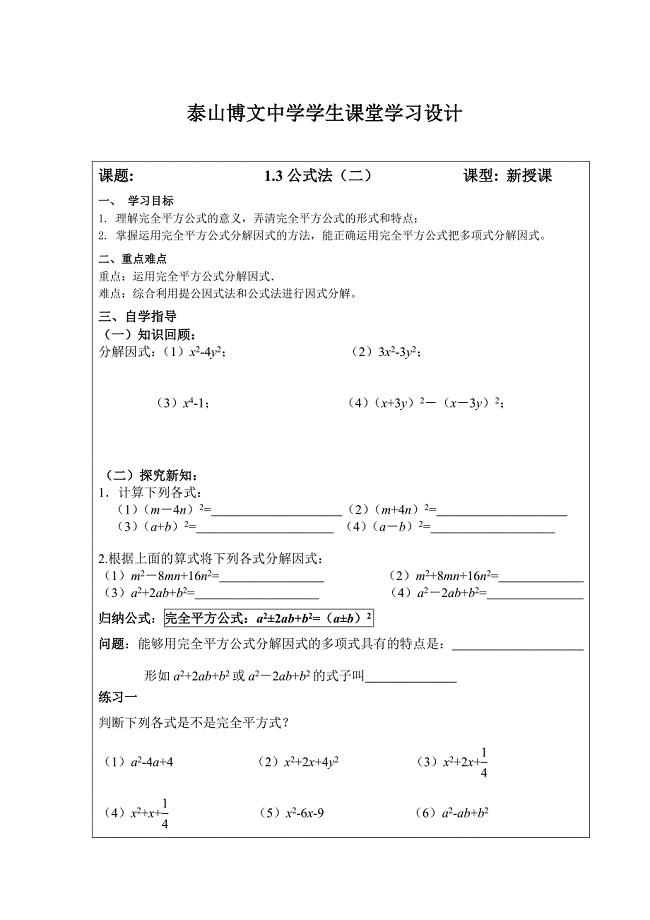
鲁教版数学八上1.3公式法学案2
(转)走进新课标
2023年餐厅员工述职报告
2023年毕业晚会节主持稿(2篇)
口腔科医生个人工作总结范文
建设局建设新农村经验材料 (6)
班主任开学典礼发言稿
初一下数学第一章总结
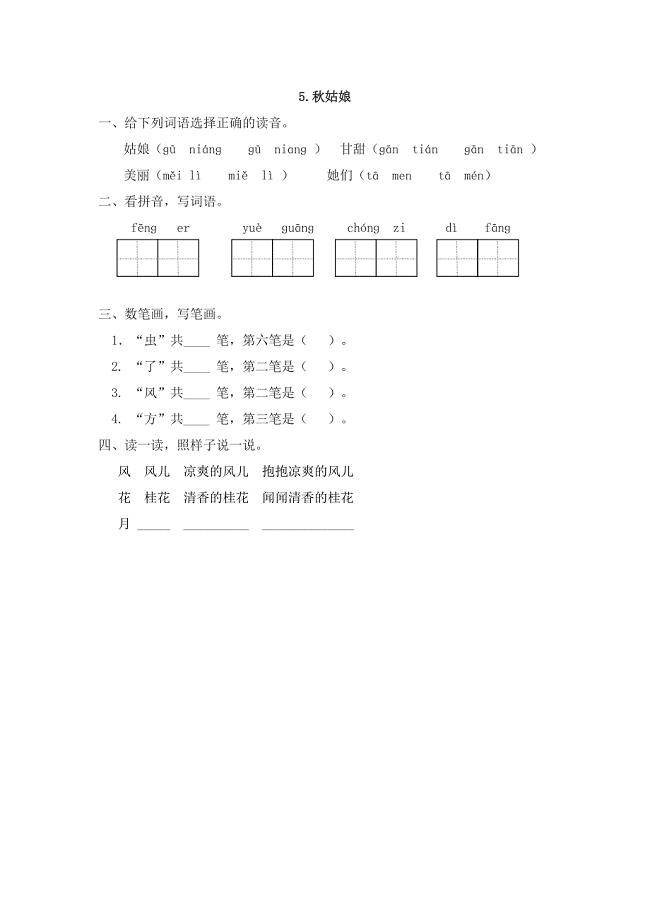
5秋姑娘课时练习题及答案
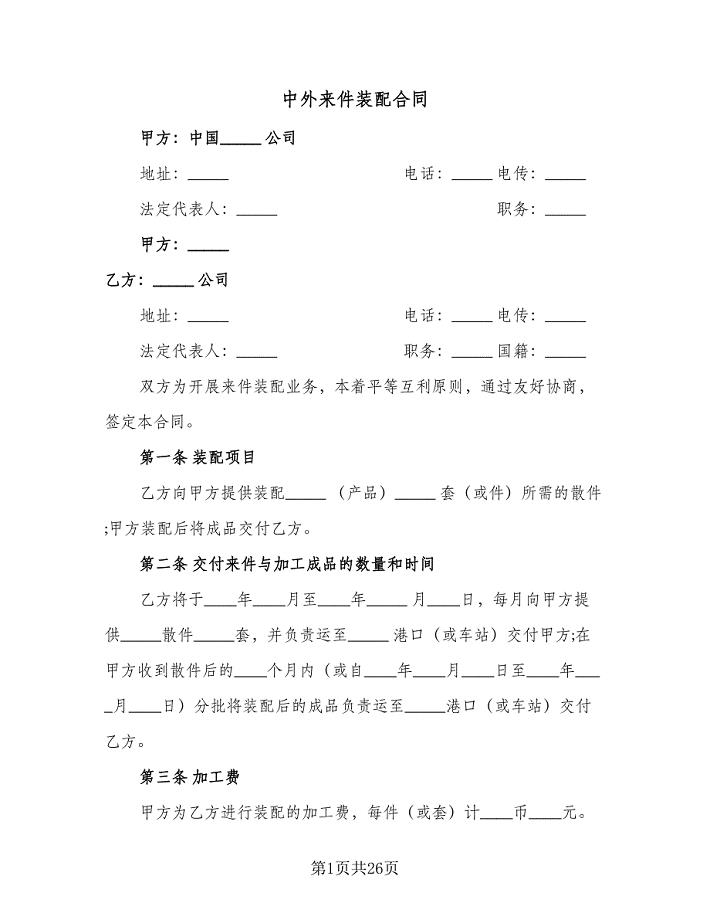
中外来件装配合同(7篇).doc
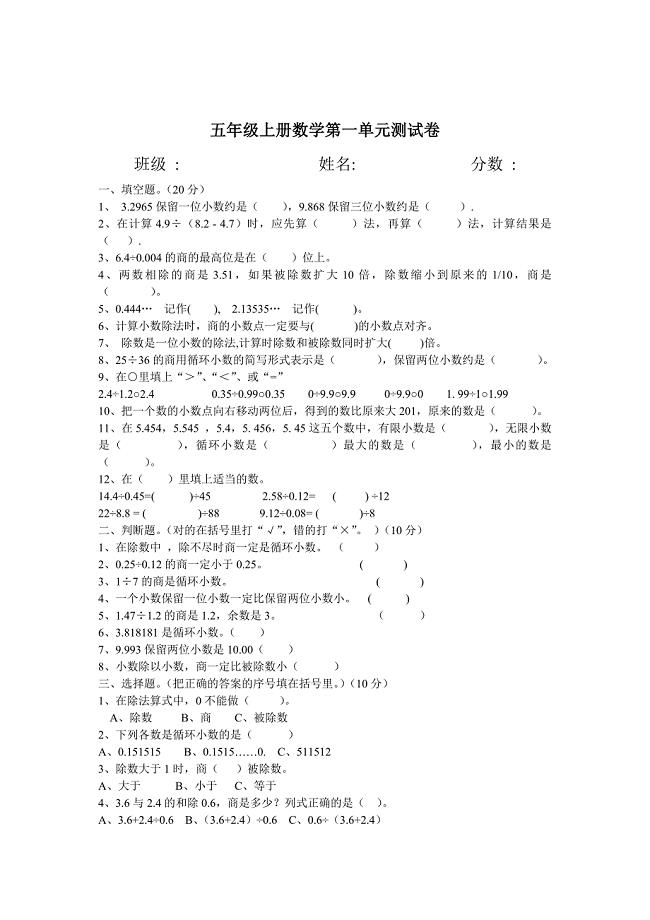
精校版【北师大版】五年级上册数学单元测试卷全套18页Word版
部编人教版一年级语文下册期末试题全面
板蓝根颗粒提取生产工艺规程
 急救应急演练方案
急救应急演练方案
2022-10-12 3页
万有引力定律(教学设计)
2023-03-24 7页
福建师范大学21春《文艺美学》离线作业一辅导答案45
2023-10-06 11页
吉林大学21秋《组织胚胎学》平时作业2-001答案参考96
2023-04-25 13页
大连理工大学21秋《测量学》平时作业一参考答案25
2024-02-02 13页
2023年人教版初中英语单词全册直接打印
2023-04-27 77页
常用化学品应急处置方法
2023-01-14 12页
方程的历史发展及其科学价值
2022-11-10 7页
by的用法总结
2023-01-09 3页
内科中级考试大纲
2023-10-08 13页