
机械制造技术课程设计-阀体的工艺规程及钻φ18孔的夹具设计
21页
1、机械制造技术基础课程设计 机械制造技术基础课程设计说明书题目:阀体工艺规程及夹具设计 学 院: 工业自动化学院专 业: 姓 名: 指导老师: 机械工程 学 号: 职 称: XXX XXX二一九 年 九月摘要本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识。阀体加工工艺规程及钻孔的夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。关键词 :工艺、工序、切削用量、夹紧、定位、误差。全套图纸加V信 sheji1120或扣 3346389411目 录第1篇 课程设计任务书41.1 课程设计的目的41.2 课程设计的要求4第2篇 工艺过程设计
2、62.1 零件的分析62.2 工艺设计62.2.1 确定生产类型62.2.2 确定毛坯62.2.3 工艺规程设计72.2.4 制定工艺路线82.2.5 机械加工余量、工序尺寸及毛坯尺寸的确定102.2.6 确定切削用量及基本工时11第3篇 专用夹具设计143.1 明确设计任务143.2 定位方案及定位元件的设计143.3 夹紧方案及夹紧装置的设计143.4 绘制夹具总图153.5 夹具使用说明15第4篇 总结与展望16参考文献17 第1篇 课程设计任务书1.1 课程设计的目的 机械制造技术基础课程设计是机械制造技术基础课程教学的一个不可或缺的辅助环节。它是学生综合运用本课程及其先修课程的理论和实践知识进行加工工艺及夹具结构设计的一次重要实践。它对于培养学生编制机械加工工艺规程和机床夹具设计的能力,为以后搞好毕业设计和到工厂从事工艺与夹具设计具有十分重要的意义。本课程的目的在于:1) 培养学生综合运用机械制造技术及相关专业课程(工程材料、机械设计、互换性与测量技术、机械制造基础)的理论知识,结合金工实习、生产实习中学到的实践知识,独立地分析和解决机械加工工艺问题,初步具备设计中等复杂程度
3、零件的工艺规程的能力。2) 能根据被加工零件的技术要求,应用夹具设计的基本原理和方法,学会拟定夹具设计方案,完成夹具结构设计,初步具备设计保证加工质量的高效、省力、经济合理的专用夹具的能力。 3) 使学生熟悉和能够应用有关手册、标准、图表等技术资料,指导学生分析零件加工的技术要求和企业已具备的加工条件,掌握从事工艺设计的方法和步骤。4) 进一步培养学生机械制图、设计计算、结构设计和编写技术文件等基本技能。5) 培养学生耐心细致、科学分析、周密思考、吃苦耐劳的良好习惯。6) 培养学生解决工艺问题的能力,为学生今后进行毕业设计和去工厂从事工艺与夹具设计打下良好的基础。1.2 课程设计的要求 本课程设计要求就一个中等复杂程度的零件编制一套机械加工工艺规程,按教师指定的某道工序设计一副专用夹具,并撰写设计说明书。学生应在指导教师的指导下,认真地、有计划地、独立按时完成设计任务。学生对待自己的设计任务必须如图工厂接受任务一样,对于自己所做的技术方案、数据选择和计算结果必须高度负责,注意理论与实践相结合,以期待整个设计在技术上是先进的、在经济上是合理的、在生产中是可行的。 设计题目:阀体零件机械加
《机械制造技术课程设计-阀体的工艺规程及钻φ18孔的夹具设计》由会员hs****ma分享,可在线阅读,更多相关《机械制造技术课程设计-阀体的工艺规程及钻φ18孔的夹具设计》请在金锄头文库上搜索。

某经济适用房大体积混凝土工程技术交底
艺体特长学生训练方案
贵港医疗器械技术研发项目申请报告【模板范本】
电大第三版常微分方程答案小抄参考
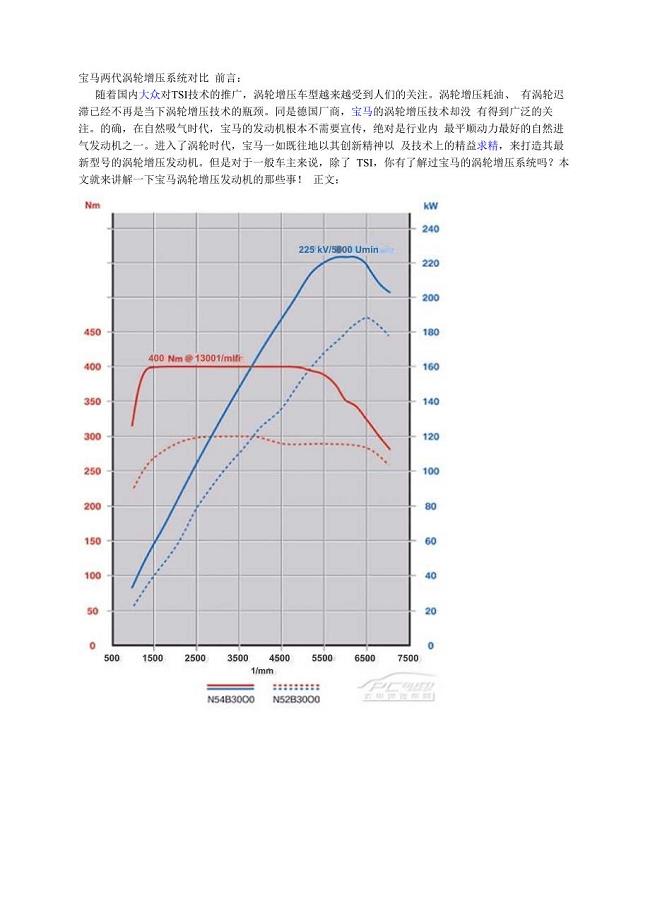
宝马两代涡轮增压系统对比
工程类大客户销售案例

下半年学校女职工工作计划
七年级伤仲永练习题3
关于教师个人研修计划(3篇).doc
防洪应急演练方案防洪防汛应急演练方案
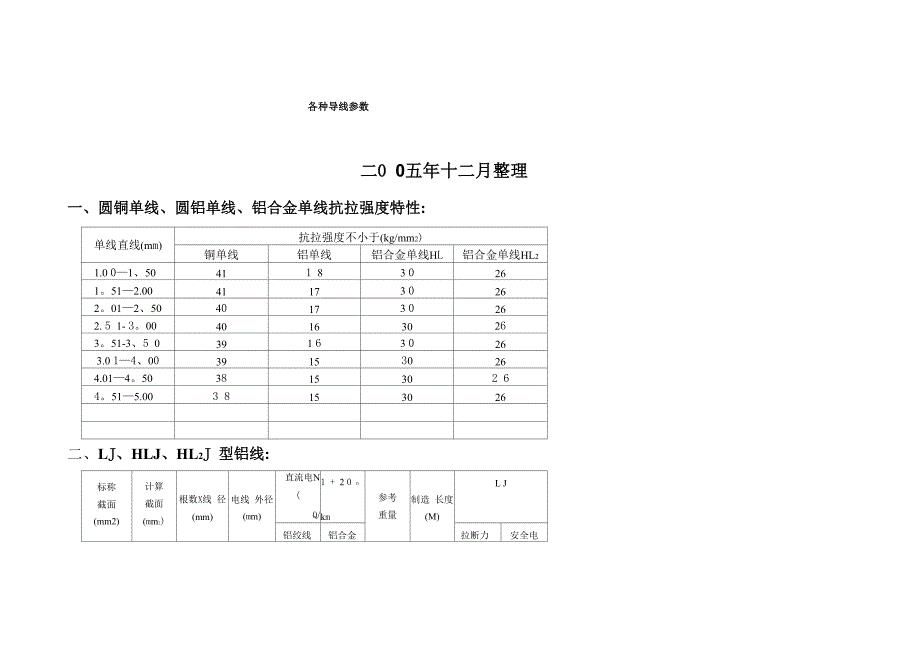
各种导线参数
2023年教案中班教案
2023酒店前台管理工作计划标准模板(五篇).doc
2023初中教师教学年终总结以及工作计划(3篇).doc
人教版新课标高中英语必修五知识点总结
数学下册期中2
有房产夫妻协议离婚范本参考样本(精选11篇)
一线带班读书心得体会
七、一按劳分配为主体多种分配方式并存
南开大学21秋《社会政策概论》复习考核试题库答案参考套卷73
 基于单片机的直流电机调速系统设计论文
基于单片机的直流电机调速系统设计论文
2023-12-28 25页
国际金融业的电子化与我国商业银行的发展
2023-12-09 7页
文献综述-汽车前轮定位参数研究及优化设计
2023-09-07 10页
会计学专业 注册会计师审计独立性问题研究
2023-10-26 27页
机械制造技术课程设计-连杆盖加工工艺及铣38两侧平面夹具设计
2023-02-15 23页
课程设计(论文)-基于单片机的数字电压表设计
2022-09-03 15页
大渡口区步行街保洁项目投标书
2023-01-09 18页
财政专业月儿湾亲子水育早教中心税务风险管理存在的问题与对策研究
2023-11-09 19页
毕业设计(论文)-粗镗活塞销孔专用机床及夹具设计
2022-08-10 39页
尾座体工艺及铣削Φ17H6孔两端面专用夹具设计
2022-10-30 31页