
机械制造技术课程设计-拨叉零件机械加工工艺及铣左端面夹具设计(全套图纸)
25页
1、XX大学 课程设计论文 拨叉机械加工工艺规程及加工19H9孔的夹具设计 所在学院专 业班 级姓 名学 号指导老师 年 月 日摘 要拔叉零件加工工艺及钻床夹具设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。关键词:工艺,工序,切削用量,夹紧,定位,误差全套图纸,加153893706目 录摘 要II目 录III第1章 序 言5第2章 零件的分析62.1零件的形状62.2零件的工艺分析6第3章 工艺规程设计73.1 确定毛坯的制造形式73.2 基面的选择73.3 制定工艺路线83.3.1 工艺路线方案一83.3.2 工艺路线方案二83.3.3 工艺方案的比较与分析93.4 选择加
2、工设备和工艺装备93.4.1 机床选用93.4.2 选择刀具93.4.3 选择量具103.5 机械加工余量、工序尺寸及毛坯尺寸的确定103.6确定切削用量及基本工时11第四章 铣左端面夹具设计174.1 研究原始资料174.2定位基准的选择174.3 切削力及夹紧分析计算174.4误差分析与计算194.5零、部件的设计与选用204.6 夹具设计及操作的简要说明21总 结22致 谢23参 考 文 献24III 第1章 序 言机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。从某中意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。拔叉零件加工工艺及钻床夹具设计是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等的基础下,进行的一个全面的考核。正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺
3、寸确定等问题,并设计出专用夹具,保证尺寸证零件的加工质量。本次设计也要培养自己的自学与创新能力。因此本次设计综合性和实践性强、涉及知识面广。所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。本次设计水平有限,其中难免有缺点错误,敬请老师们批评指正。第2章 零件的分析2.1零件的形状题目给的零件是拔叉零件,主要作用是起连接作用。零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。2.2零件的工艺分析由零件图可知,其材料为KTH350-10,该材料为铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力和要求耐磨零件。拔叉零件主要加工表面为:1端面,表面粗糙度值为3.2。2及端面,表面粗糙度值3.2。3.车装配孔,表面粗糙度值3.2。4.半精车侧面,及表面粗糙度值3.2。5.两侧面粗糙度值6.3、12.5,法兰面粗糙度值6.3。拔叉共有两组加工表面,他们之间有一定的位置要求。现分述如下:(1)左端的加工表面: 这一组加工表面包括:左端面,28外圆,倒角钻孔并攻丝。这
4、一部份只有端面有6.3的粗糙度要求,。其要求并不高,粗车后半精车就可以达到精度要求。而钻工没有精度要求,因此一道工序就可以达到要求,并不需要扩孔、铰孔等工序。(2).右端面的加工表面: 这一组加工表面包括:28右端粗糙度为1.6;并带有倒角。其要求也不高,粗车后半精车就可以达到精度要求。其中,19的孔或内圆直接在上做镗工就行了。第3章 工艺规程设计本拔叉,假设年产量为10万台,每台车床需要该零件1个,备品率为19%,废品率为0.25%,每日工作班次为2班。该零件材料为KTH350-10,考虑到零件在工作时要有高的耐磨性,所以选择铸铁铸造。依据设计要求Q=100000件/年,n=1件/台;结合生产实际,备品率和 废品率分别取19%和0.25%代入公式得该工件的生产纲领 N=2XQn(1+)(1+)=238595件/年3.1 确定毛坯的制造形式零件材料为KTH350-10,铸件的特点是液态成形,其主要优点是适应性强,即适用于不同重量、不同壁厚的铸件,也适用于不同的金属,还特别适应制造形状复杂的铸件。考虑到零件在使用过程中起连接作用,分析其在工作过程中所受载荷,最后选用铸件,以便使金属纤维尽
《机械制造技术课程设计-拨叉零件机械加工工艺及铣左端面夹具设计(全套图纸)》由会员re****.1分享,可在线阅读,更多相关《机械制造技术课程设计-拨叉零件机械加工工艺及铣左端面夹具设计(全套图纸)》请在金锄头文库上搜索。
物业水电维修工作计划参考范文(四篇).doc
论以宿舍为基点开展大学生心理健康教育的重要性

2014年菲律宾最高融资初创企业
镇江骨科植入物项目可行性研究报告(模板范文)
酒店预防传染病应急预案1

人类与地理环境的协调发展全章教案
学院消防安全检查工作计划(2篇).doc
鲁教版数学八上1.3公式法学案2
(转)走进新课标
2023年餐厅员工述职报告
2023年毕业晚会节主持稿(2篇)
口腔科医生个人工作总结范文
建设局建设新农村经验材料 (6)
班主任开学典礼发言稿
初一下数学第一章总结
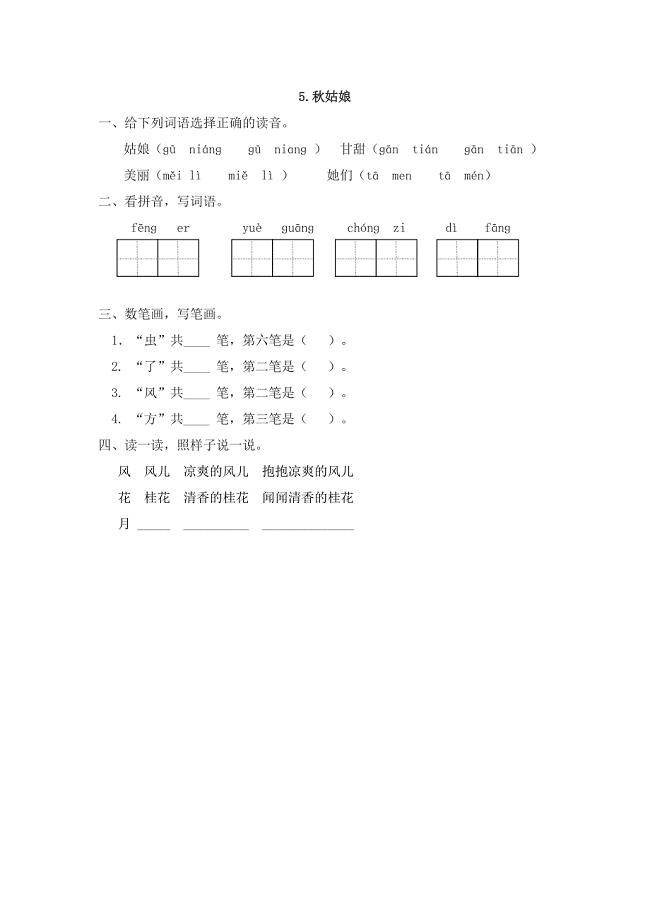
5秋姑娘课时练习题及答案
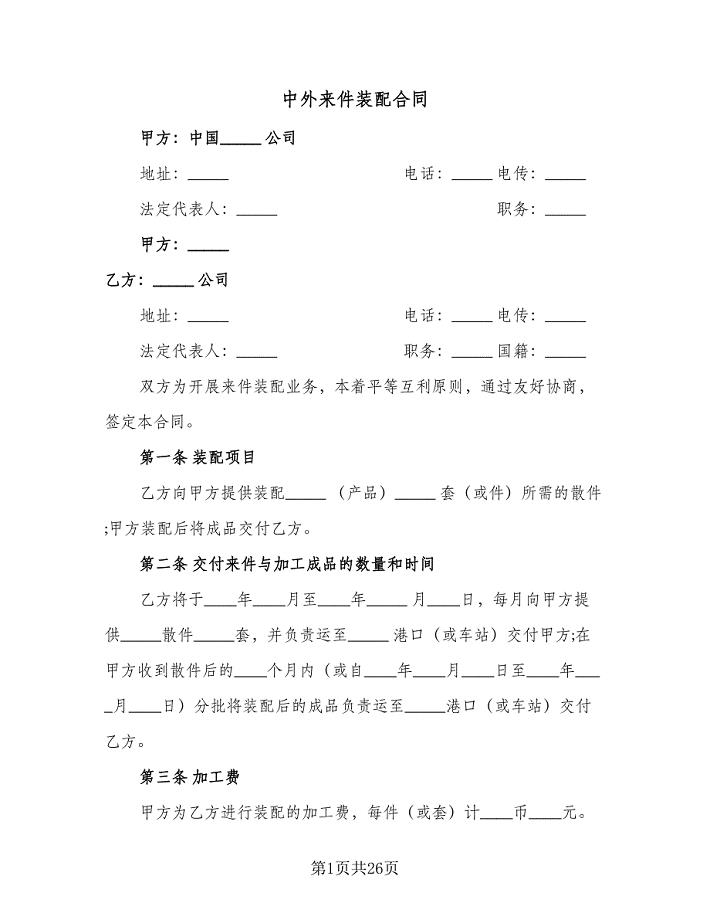
中外来件装配合同(7篇).doc
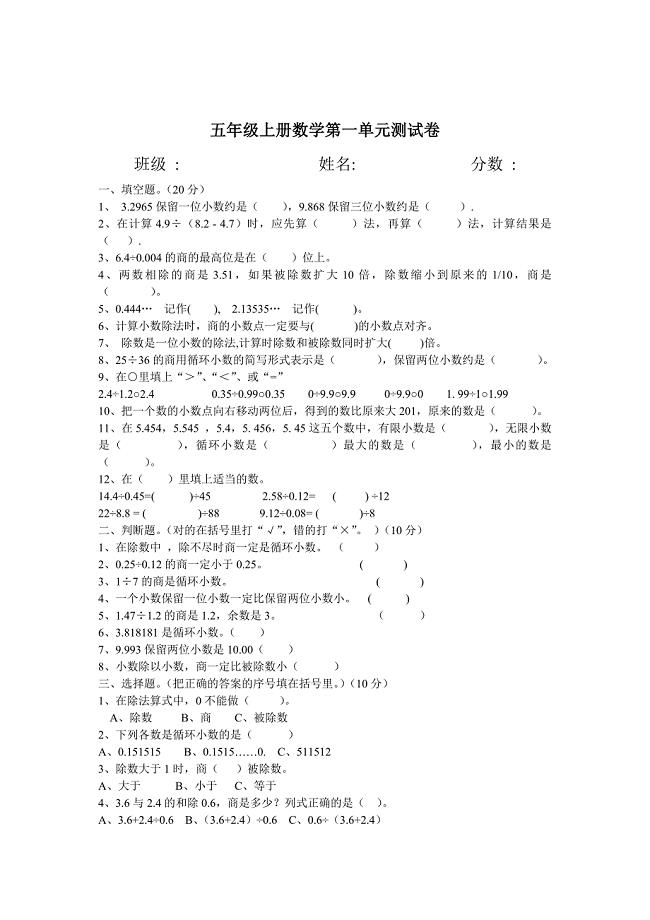
精校版【北师大版】五年级上册数学单元测试卷全套18页Word版
部编人教版一年级语文下册期末试题全面
板蓝根颗粒提取生产工艺规程
 基于单片机的直流电机调速系统设计论文
基于单片机的直流电机调速系统设计论文
2023-12-28 25页
国际金融业的电子化与我国商业银行的发展
2023-12-09 7页
文献综述-汽车前轮定位参数研究及优化设计
2023-09-07 10页
会计学专业 注册会计师审计独立性问题研究
2023-10-26 27页
机械制造技术课程设计-连杆盖加工工艺及铣38两侧平面夹具设计
2023-02-15 23页
课程设计(论文)-基于单片机的数字电压表设计
2022-09-03 15页
大渡口区步行街保洁项目投标书
2023-01-09 18页
财政专业月儿湾亲子水育早教中心税务风险管理存在的问题与对策研究
2023-11-09 19页
毕业设计(论文)-粗镗活塞销孔专用机床及夹具设计
2022-08-10 39页
尾座体工艺及铣削Φ17H6孔两端面专用夹具设计
2022-10-30 31页