
毕业设计(论文)-三拐曲轴加工工艺及铣键槽夹具设计(全套图纸)
27页
1、本科课程设计题目:三拐曲轴机械加工工艺规程及夹具设计 学 号: 姓 名: 专 业: 机械设计制造及其自动化 指导教师: 2015 年 10 月 16 日 1摘 要曲轴是汽车发动机的关键零件之一,其性能好坏直接影响到汽车发动机的质量和寿命.曲轴在发动机中承担最大负荷和全部功率,承受着强大的方向不断变化的弯矩及扭矩,同时经受着长时间高速运转的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好的耐磨性能。发动机曲轴的作用是将活塞的往复直线运动通过连杆转化为旋转运动,从而实现发动机由化学能转变为机械能的输出。所以,本次设计是在仔细分析曲轴零件加工技术要求及加工精度后,合理确定毛坯类型,经过查阅相关参考书、手册、图表、标准等技术资料,确定各工序的定位基准、机械加工余量、工序尺寸及公差,最终制定出曲轴零件的加工工序卡片。 关键词: 1、发动机2、曲轴3、工艺分析4、工艺设计全套图纸加153893706 目 录一、绪论1(一)课题研究背景1(二) 曲轴零件分析1二、曲轴工艺规程设计4(一) 生产纲领与生产类型确定4(二) 曲轴材料和毛坯确定4(三) 曲轴机械加工工艺特点分析4(五) 曲轴机械加工工
2、艺过程及路线5三、 确定切削用量8四、 铣曲轴键槽专用夹具设计16(一)定位基准的选择16(二)定位元件的设计16(三)铣削力与夹紧力计算17(四)对刀块和塞尺设计18(五) 确定夹具体结构尺寸和总体结构19(六)、夹具设计及操作的简要说明20五、结论21致谢22参考文献23 1一、绪论曲轴是汽车、拖拉机、摩托车等发动机中最重要而且是承受负荷最复杂的零件,被称为发动机的心脏。曲轴的尺寸参数在很大程度上决定并影响着发动机的整体尺寸和重量,发动机的可靠性和寿命也在很大程度取决于曲轴的强度。随着发动机强化指标的不断提高,曲轴的工作条件更加苛刻。在周期性变化的气体压力、运动质量惯性力及其力矩的作用下,在其内部产生迅速变化的拉、压、弯、扭交变应力。因此要求曲轴应该具有足够的疲劳强度和刚度及良好的动静态特性。发动机工作时,燃气的压力、曲轴组各零部件运动所产生的惯性力或惯性力矩使曲轴处于弯曲、扭转交变负荷状态;在周期变化的载荷作用下,曲轴系统可能在发动机转速范围内发生共振,产生附加的动应力,致使曲轴过早地出现弯曲疲劳破坏和扭转疲劳破坏。由于曲轴结构复杂、刚性较差,在制造过程中又受到冷热加工等各种因素
3、的影响,因此,处于工作状态的曲轴各部分应力分布是不均匀与交变的,尤其是在曲柄臂和过渡圆角部位会产生严重的应力集中。同时,曲轴的主轴颈、连杆轴颈及其轴承副高速地旋转运动也会造成磨损和发热烧损。所以,曲轴的主要失效形式是疲劳断裂和轴颈严重磨损,为了保证发动机正常可靠地工作,要求曲轴有足够的强度、刚度、耐磨性和平衡精度。(一)课题研究背景 曲轴在发动机中承担最大负荷和功率,承受着强大的方向不断变化的弯矩,同时经受着长时间高速运转的磨损,因此要求曲轴材质具有较高的刚性、疲劳强度和良好的耐磨性能。曲轴作用是将往复直线运动通过连杆转化为旋转运动,从而实现发动机有化学能转化为械能输出。本课题就三拐小型曲轴的加工工艺的分析与设计进行探讨。工艺路线的拟定是工艺规程制订中的关键阶段,是规程制订的总体设计。所撰写的工艺路线合理与否,不但影响加工质量和生产率,而且影响到工人、设备、工艺装备及生产场地 等的合理利用,从而影响生产成本。(二) 曲轴零件分析 技术要求:1、正火处理HRC2026;2、三处连杆轴颈尺寸公差与表面粗糙度相同;3、未注圆角为R1。图1-1 零件图1、曲轴的结构及其特点此曲轴零件用于汽车发
4、动机,一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴是一个较难加工的零件,但由于曲轴与主轴颈偏离了一定的距离,不在同一轴心线上,形状较复杂,而加工技术要求又较高。三拐小型曲轴连杆轴颈mm轴线中心以夹角分布在30的圆周上,连杆轴颈和主轴轴颈的偏心距为15mm。生产纲领属成批生产,故应尽量采用专用机床,工序应适当分散,以提高生产效率。主轴颈是曲轴的支承部分,通过主轴承支承在曲轴箱的主轴承座中。主轴承的数量不仅与发动机气缸数目有关,还与曲轴的支承方式有关。此外,为了保证连杆大头孔与曲轴之间通油润滑,在曲轴上要求钻出细长的交叉油孔。2、与主轴颈同轴的加工表面包括:倒角、过渡圆角以及各段轴径的外圆表面,另外,在曲轴小端还有一个半圆键槽。3、与曲轴同轴的加工表面主要包括曲轴外圆表面、两侧面以及过渡圆角表面。4、曲轴的主要技术要求分析 主轴颈、连杆轴颈本身的精度,即尺寸公关等级IT7,表面粗糙度Ra值为1.6m。轴颈长度公差等级为IT12。轴颈的形状公差,如圆度、圆柱度控制在尺寸公差之半。 位置精度,包括主轴颈与连杆轴颈的平行度:一般为
《毕业设计(论文)-三拐曲轴加工工艺及铣键槽夹具设计(全套图纸)》由会员工****分享,可在线阅读,更多相关《毕业设计(论文)-三拐曲轴加工工艺及铣键槽夹具设计(全套图纸)》请在金锄头文库上搜索。
内科护理学练习册
校学生会体育部工作总结(3篇).doc
未取得房产证情况下房屋买卖合同本人经典改编
提高课堂教学效率的策略与方法
门面租赁合同范例(4篇).doc
2022年浙江省专职安全生产管理人员(C证)考试(全考点覆盖)名师点睛卷含答案67
物理教师评课的指标
斯金纳理论概述及应用实例

北京师范大学21秋《统计学》平时作业2-001答案参考7

古建筑施工组织
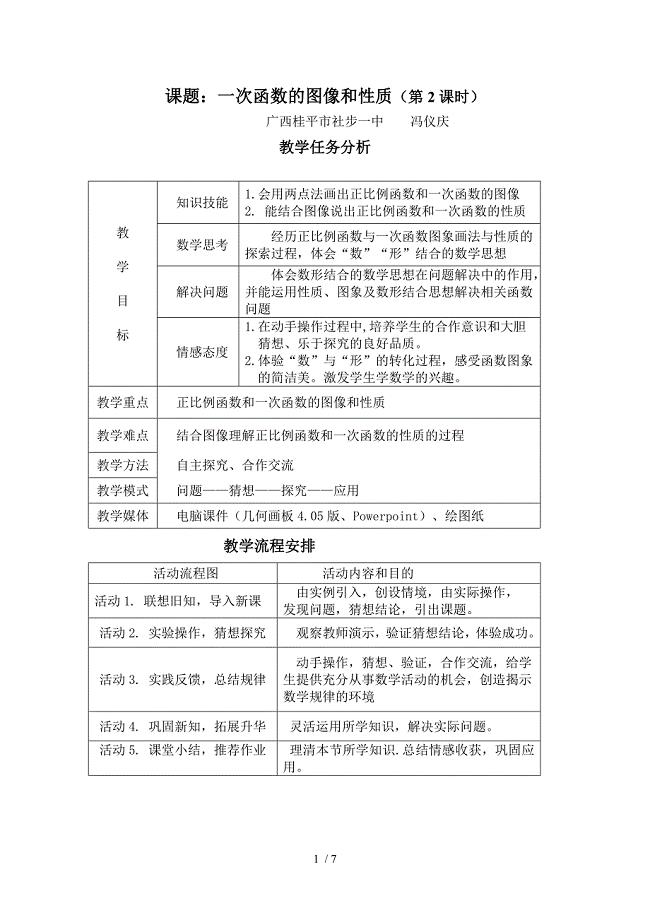
一次函数的图象和性质教案
2023年小学语文教学设计方案模板
统编版(2019)高一语文下册期末复习:课内重要语句翻译练习题(含答案)(DOC 9页)
湘教版数学八年级下册3.2简单图形的坐标表示同步练习含答案
有源音箱的噪音来源分析及解决措施详解

镜片专业知识培训资料-上海励志眼镜有限公司官方网站新加坡
银行个人工作计划(4篇).doc
以英雄为题目的((1200字)作文
感谢您的关心
油茶栽培管理技术
 家庭居室装饰工程设计合同
家庭居室装饰工程设计合同
2023-08-07 8页
于BS模式的学生选课系统的设计与实现
2022-09-01 50页
浅析《放牛班的春天》中的艺术特色
2023-06-12 8页
2019年高级硬装设计师工作总结精选(二篇)
2023-09-18 6页
大学生实习简历
2023-02-14 5页
毕业论文-汽车点火系统常见故障诊断与维修
2022-08-18 14页
开题报告 危机事件中媒体应对策略分析研究公共管理专业
2023-03-08 6页
软件配置管理规范实施细则.doc
2022-10-07 45页
平安保险财务报表分析开题报告
2023-08-04 5页
公共政策分析
2022-10-16 4页