
定位销轴的数控加工工艺与程序编制
18页
1、精品文档,仅供学习与交流,如有侵权请联系网站删除内容摘要:本次设计主要介绍了数控技术及其加工工艺的发展,并分析了具体零件图的加工。首先对数控技术进行了简单的叙述,然后介绍了数控加工工艺的特点及内容,最后根据零件图进行数控加工分析。第一,根据本零件材料的加工工序、切削用量以及其他相关因素选用刀具及刀柄和零件的轮廓特点确定需要四把刀具分别为外圆车刀、外切槽刀、外螺纹刀、内圆车刀;第二,针对零件图图形进行编制程序,此零件为轴类零件,外轮廓由直线、圆弧和螺纹组成,零件的里面要镗出一个锥孔,在加工过程中,工件需要调头钻孔再镗孔;第三,根据零件的材料及加工需求编写出数控加工工艺卡;第四,在钻孔对刀时要先回参考点,要以孔中心作为对刀点,刀具的位置要以此来找正,使刀位点与换刀点重合。关键词:数控技术 刀具 数控加工工艺 对刀1.绪论数控加工是机械制造中先进的加工技术,它是一种高效率、高精度与高柔性特点的自动加工方法,数控加工技术可有效解决复杂、精密、小批多变零件的加工问题,充分适应了现代化生产的需要,制造自动化是先进制造技术的重要组成部分,其核心技术是数控技术,数控技术是综合计算机、自动技术、自动检测
2、及精密机械等高新技术的产物,它的出现及所带来的巨大利益,已引起了世界各国技术与工业界的普遍重视,目前,国内数控机床使用越来越普及,如何提高数控加工技术水平已成为当务之急,随着数控加工的日益普及,越来越多的数控机床用户感到,数控加工工艺掌握的水平是制约手工编程与CAD/CAM集成化自动编程质量的关键因素。 数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,他对国计民生的一些重要行业(IT、汽车、轻工、医疗等)的发展起着越来越重要的作用,因为这些行业所需装备的数字化已是现代发展的大趋势。数控加工工艺是数控编程与操作的基础,合理的工艺是保证数控加工质量发挥数控机床的前提条件,从数控加工的实用角度出发,以数控加工的实际生产为基础,以掌握数控加工工艺为目标,在介绍数控加工切削基础,数控机床刀具的选用,数控加工的定位与装夹以及数控加工工艺基础等基本知识的基础上,分析了数控车削的加工工艺。2.数控技术2.1数控技术的简介数控技术是当今世界制造业中的先进技术之一,它涉及到计算机辅助设计和制造技术,计算机模拟及仿真加工技术,机床仿真及
3、后置处理,机械加工工艺,装夹定位技术与夹具设计与制造技术,金属切削理论,以及毛坯制造技术等多方面的关键技术。数控技术的发展具有良好的社会和经济效益,对国家整个制造业的技术进步,提高制造业的市场竞争力有着重要的意义。2.1.1数控技术数控技术,简称“数控”。英文:Numerical Control(NC)。它综合运用了微电子、计算机、自动控制、精密检测、机械设计和机械制造等技术的最新成果,通过程序来实现设备运动过程和先后顺序的自动控制,位移和相对坐标的自动控制,速度、转速及各种辅助功能的自动控制。数控技术是发展数控机床和先进制造技术的最关键技术,是制造业实现自动化、柔性化、集成化的基础,应用数控技术是进步制造业的产品质量和劳动生产率必不可少的重要手段。数控机床作为数控技术实施的重要装备,成为进步加工产品质量,进步加工效率的有效保证和关键。2.1.2数控系统数控系统是指利用数控技术实现自动控制的系统,而数控机床则是采用数控系统进行自动控制的机床。其操作命令以数字或数字代码即指令的形式来描述,其工作过程按照指令的控制程序自动进行。2.1.3数控程序 数控程序或零件是输入数控系统中的,使数控机
4、床执行一个确定加工任务的具有特定代码和编程的一系列指令。2.2数控技术的发展随着科学技术不断发展,数控机床的发展也越来越快,数控机床也正朝着高性能、高精度、高速度、高柔性化和模块化方向发展。高性能:随着数控系统集成度的增强,数控机床也实现多台集中控制,甚至远距离遥控。高精度:数控机床本身的精度和加工件的精度越来越高,而精度的保持性要好。高速度:数控机床各轴运行的速度将大大加快。高柔性:数控机床的柔性化将向自动化程度更高的方向发展,将管理、物流及各相应辅机集成柔性制造系统。模块化:数控机床要缩短周期和降低成本,就必然向模块化方向发展,这既有利于制造商又有利于客户。2.2.1 国外数控技术发展现状目前国外数控系统技术发展的总体趋势如下:新一代数控系统向PC化和开放式体系结构方向发展;驱动装置向交流、数字化方向发展;增强通信功能向网络化发展;数控系统在控制性能上向智能化发展。2.2.2 国内数控技术的发展我国数控技术起步于1958年,近50年的发展历程大致可分为3个阶段:第一阶段从1958年到1979年,即封闭式发展阶段。在此阶段,由于国外的技术封锁和我国的基础条件的限制,数控技术的发展较为
《定位销轴的数控加工工艺与程序编制》由会员工****分享,可在线阅读,更多相关《定位销轴的数控加工工艺与程序编制》请在金锄头文库上搜索。
内科护理学练习册
校学生会体育部工作总结(3篇).doc
未取得房产证情况下房屋买卖合同本人经典改编
提高课堂教学效率的策略与方法
门面租赁合同范例(4篇).doc
2022年浙江省专职安全生产管理人员(C证)考试(全考点覆盖)名师点睛卷含答案67
物理教师评课的指标
斯金纳理论概述及应用实例

北京师范大学21秋《统计学》平时作业2-001答案参考7

古建筑施工组织
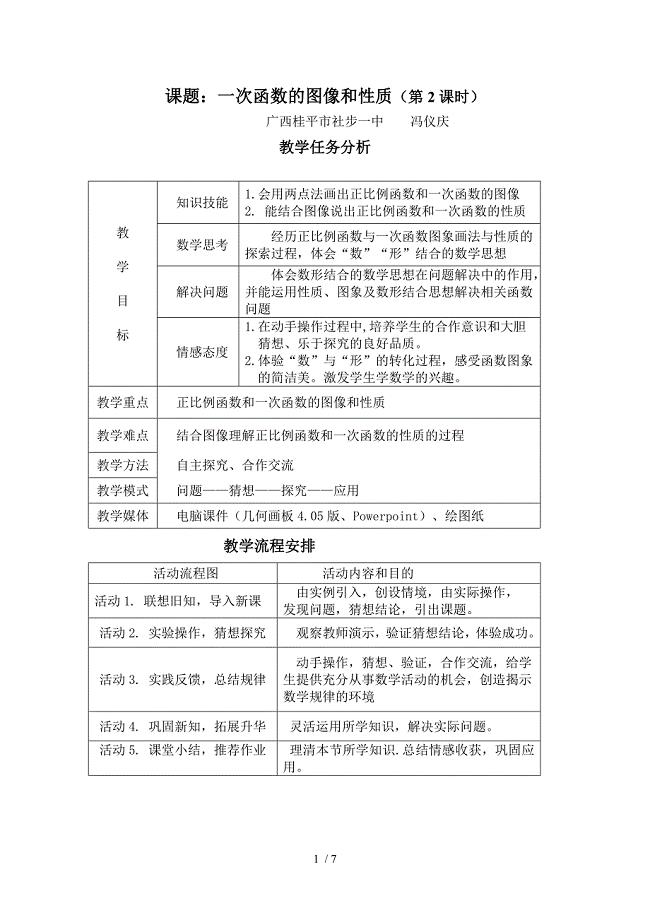
一次函数的图象和性质教案
2023年小学语文教学设计方案模板
统编版(2019)高一语文下册期末复习:课内重要语句翻译练习题(含答案)(DOC 9页)
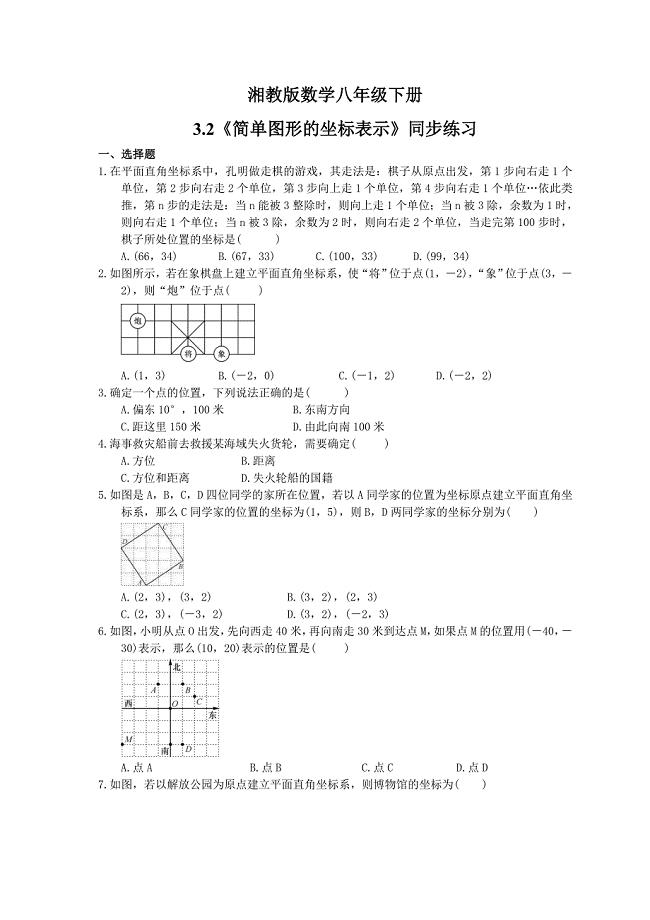
湘教版数学八年级下册3.2简单图形的坐标表示同步练习含答案
有源音箱的噪音来源分析及解决措施详解

镜片专业知识培训资料-上海励志眼镜有限公司官方网站新加坡
银行个人工作计划(4篇).doc
以英雄为题目的((1200字)作文
感谢您的关心
油茶栽培管理技术
 066【资料分享】2013中信银行深圳分行招聘考试笔试及答案解析
066【资料分享】2013中信银行深圳分行招聘考试笔试及答案解析
2023-11-15 13页
中考英语总复习教案集粹(1-51)
2023-12-30 72页
【精选】陕西省榆林育才中学高中数学 第3章三角恒等变形3二倍角的三角函数1导学案 北师大版必修4
2024-02-12 4页
燃烧热的测定数据处理
2023-05-28 4页
呼市远泽教育报名统计表(初三英语)
2023-08-15 5页
玛卡的功效与作用禁忌
2024-01-21 11页
精品七年级语文下册26.强项令导学案 语文版
2022-12-25 4页
公司行政部门工作计划范文
2023-05-11 73页
2对环境的感觉测试
2023-12-29 5页
扬州关于成立专用车公司可行性研究报告(DOC 84页)
2023-10-23 84页