
焊接工艺卡03-0Cr18Ni10Ti
5页
1、焊接接头工艺卡接头简图:fi+S0焊接工艺程序焊接工艺卡编号CTJY-031、环境要求图号环境温度N(TC、湿度W90舟、风速:GTAW2ms,SMAW8ms接头名称对接接头风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊接头编号2、焊前坡口清理:清理坡口范围20Inm内油污、水分、氧化物等,达到金属表面光泽焊接工艺评定报告编号Vn-1-G5-(GTAW+SMAW)V5G2W/3、焊接要求:17J多层焊接,确保层间焊渣等污物清除干净后继续施焊;焊接接头应错开,接头处保证焊透、熔合eL1焊缝表面不允许有焊瘤、未焊满、裂纹、气孔、夹渣、咬边等缺陷:焊缝表面焊渣、K溅等及时清理干净,焊后对焊缝作酸洗处理。焊工持证项目b:l2mmc:l3mm适用范围:材质为06Crl9Nil0管道对接接头焊接6,余高WL5、66,余高W2,错边W0.16且不应2母材OCrlSNilOTi厚度nun1.5-10检验序号本厂锅检所第三方或用户/焊缝金属TGF-308L厚度mm1.5-10A132焊接位置IG层数道数焊接方法填充材料焊接电流电弧电压(V)焊接速度(cmmin)线能量(KJcm)施焊技术GTAW+
2、SMW型号/牌号直径(mm)极性电流(A)预热温度(C)/11GTAWTGF-308L2.5直、正90-11010-156-918.1道间温度(C)/21SMAWA1323.2直、正100-12020-258-1018.1焊后热处理/32SMAWA1323.2直、正100-12020-258-1018.1后热/铐极直径(mm)WCE-202.5喷嘴直径(mm)12-16脉冲频率/脉宽比(%)/气体成分Ar99.99%气体流量L/min正面/编制人审核人批准人背面/日期日期日期焊接接头工艺卡接头简图:6吐5。焊接工艺程序焊接工艺卡编号CTJY-031、环境要求图号环境温度20、湿度90%风速:GTAW2ms,SMAW8ms接头名称对接接头4/风速过大时应搭设防风棚,下雨环境时无防护措施不得施焊接头编号fV-oJy/2、焊前坡口清理:清理坡口范围20Inm内油污、水分、氧化物等,达到金属表面光泽焊接工艺评定报告编号VlI-1-G5-(GTAW+SMW)V5G3、焊接要求:1多层焊接,确保层间焊渣等污物清除干净后继续施焊:焊接接头应错开,接头处保证焊透、熔合-e*Lt焊缝表面不允许有焊瘤、未
3、焊满、裂纹、气孔、夹渣、咬边等缺陷;焊缝表面焊渣、飞溅等及时清理干净,焊后对焊缝作酸洗处理。焊工持证项目b:l2mmc:l3mm适用范围:材质为06Crl9Nil0管道对接接头焊接6,余高1.5、6,余高W2,错边W0.16且不应2母材OCrlSNilOTi厚度min1.5-10检验序号本厂锅检所第三方或用户/7焊缝金属TGF-308L厚度mm1.5-10A132焊接位置5G丫数道数焊接方法填充材料焊接电流电弧电压(V)焊接速度(cmmin)线能量(KJcm)施焊技术GTAW+SMAW型号/牌号直径(Inm)极性电流(A)预热温度(C)/11GTAWTGF-308L2.5直、正90-11010-156-918.1道间温度(C)/21SMAWA1323.2直、正100-12020-258-1018.1焊后热处理/32SMAW1323.2直、正100-12020-258-1018.1后热/鸨极直径(丽)WCE-202.5喷嘴直径(mm)12-16脉冲频率/脉宽比(%)/气体成分Ar99.99%气体流量L/min正面/编制人审核人批准人背面/H期日期日期焊接接头工艺卡接头简图:焊接工艺程序焊
《焊接工艺卡03-0Cr18Ni10Ti》由会员s9****2分享,可在线阅读,更多相关《焊接工艺卡03-0Cr18Ni10Ti》请在金锄头文库上搜索。
中介房屋买卖合同格式范文(六篇).doc
五年级数学应用题基本题
防溺水安全建议书范文7篇防溺水安全建议和意见
医院人事管理制度范文(二篇).doc
购房合同协议书范本(6篇).doc
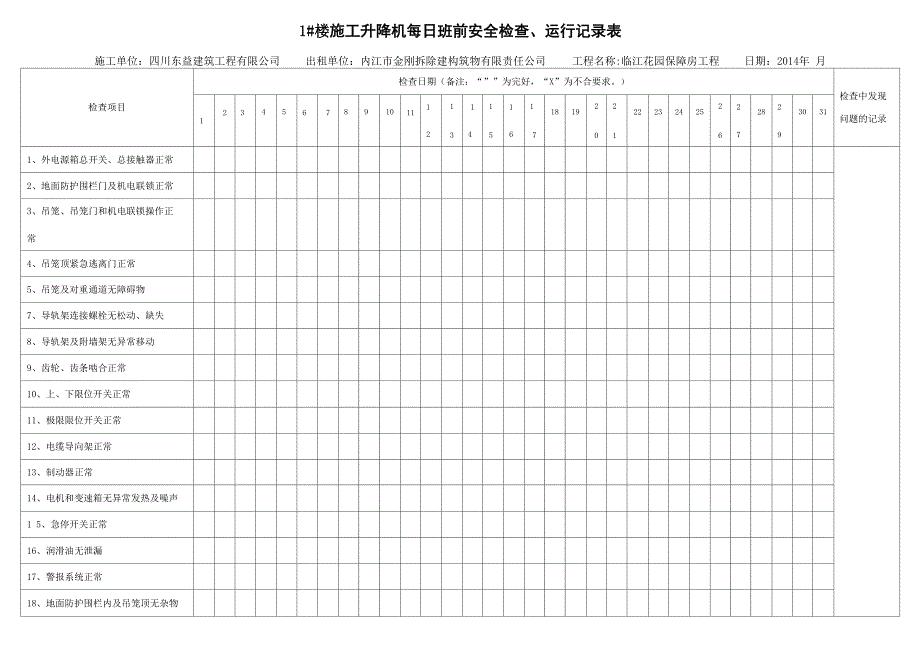
施工升降机每日班前安全检查、运行记录表
企业科技创新总结报告.doc
经济贸易求职信
在工商局工作工商局工作计划2
电厂个人年终工作总结范文多篇汇编
数学分析教学中应培养的几种思想与方法
民法债权含合同法
建设项目工程总承包管理规范GB
漯河X射线智能检测装备销售项目招商引资方案(模板范文)
学校培训科培训干事上半年工作总结
有关销售合同模板汇总八篇
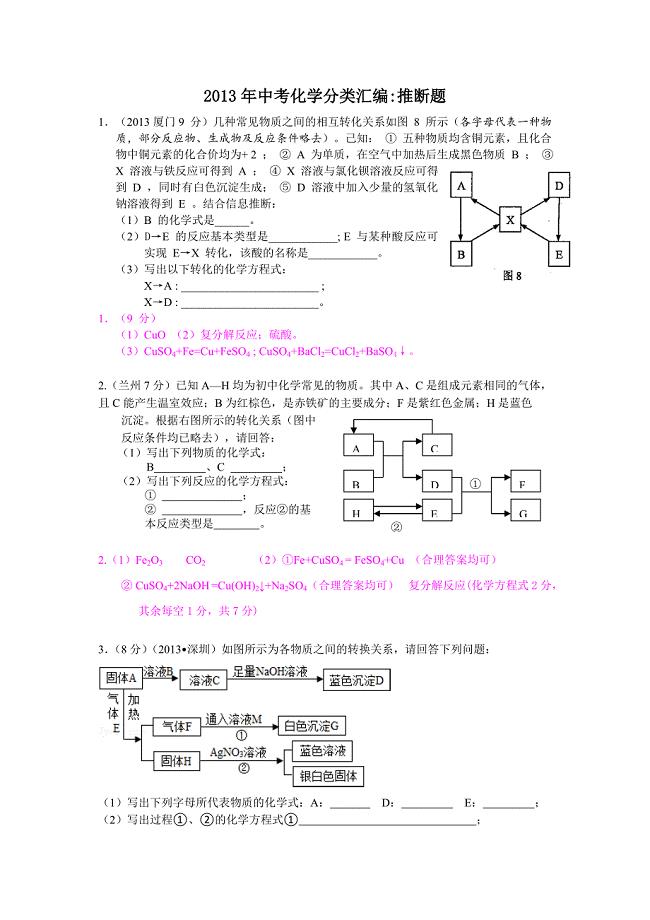
2013年中考化学分类汇编推断题
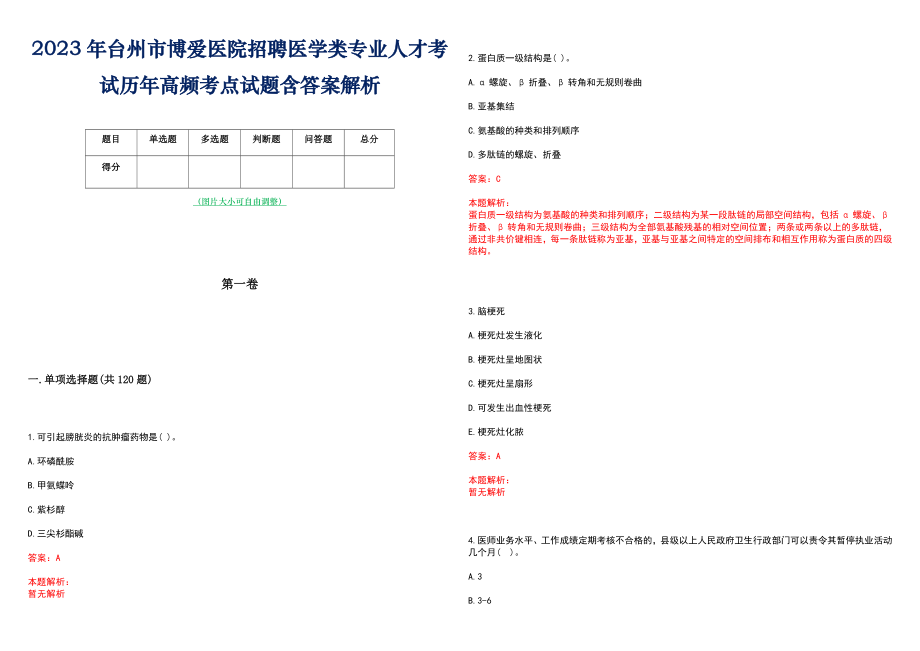
2023年台州市博爱医院招聘医学类专业人才考试历年高频考点试题含答案解析
招聘管理表单劳动合同书
2022年早上迟到检讨书汇编五篇
 2022药店社会实践报告4篇
2022药店社会实践报告4篇
2023-12-03 12页
自信演讲稿
2023-05-24 26页
石山河村庄志略
2023-03-03 4页
最新中龙乡学校2022年三月份四年级数学月考试卷
2023-01-09 10页
甘肃省门协工作总结暨工作安排
2023-06-21 10页
关于春游写景作文十篇
2022-08-15 14页
球墨铸铁管安装施工方案
2022-11-12 26页
2022年图书管理系统心得
2024-03-08 4页
老师培训总结模板汇总10篇
2023-09-24 32页
压强和浮力教案
2023-03-04 2页