
装配工艺基础
26页
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页 共1页装配工艺基础第节 装配精度及装配尺寸链1第二节 装配方法5第三节 装配组织形式及装配工艺规程8第四节 装配技术11第五节 常用装配工具18将加工好的各个零件(或部件)根据一定的技术条件连接成完整的机器(或部件)的过程,称为柴油机(或部件)的装配。船舶柴油机是由几千个零件组成的,其装配工作是一个相当复杂的过程。柴油机的装配是柴油机制造过程中最后一个阶段的工作。一台柴油机能否保证良好的工作性能和经济性以及可靠地运转,很大程度上决定于装配工作的好坏,即装配工艺过程对产品质量起决定的影响。因此,为了提高装配质量和生产率,必须对与装配工艺有关的问题进行分析研究。例如,装配精度、装配方法、装配组织形式、柴油机装配工艺过程及其应注意的问题和装配技术规范等等。第节 装配精度及装配尺寸链一、装配精度船舶柴油机制造时,不仅要求保证各组成零件具有规定的精度,而且还要求保证机器装配后能达到规定的装配技术要求,即达到规定的装配精度。柴油机的装配精度既与各组成零件的尺寸精度和形状精度有关,也与各组成部件和零件的相互位置精度有关。尤其是
2、作为装配基准面的加工精度,对装配精度的影响最大。例如,为了保证机器在使用中工作可靠,延长零件的使用寿命以及尽量减少磨损,应使装配间隙在满足机器使用性能要求的前提下尽可能小。这就要求提高装配精度,即要求配合件的规定尺寸参数同装配技术要求的规定参数尽可能相符合。此外,形状和位置精度也尽可能同装配技术要求中所规定的各项参数相符合。为了提高装配精度,必须采取一些措施:提高零件的机械加工精度;提高柴油机各部件的装配精度;改善零件的结构,使配合面尽量减少;采用合理的装配方法和装配工艺过程。柴油机及其部件中的各个零件的精度,很大程度上取决于它们的制造公差。为了在装配时能保证各部件和整台柴油机达到规定的最终精度(即各部分的装配技术要求),这就有必要利用尺寸链的原理来确定柴油机及其部件中各零件的尺寸和表面位置的公差。根据尺寸链的分析,可以确定达到规定的装配技术要求所应采取的最适当的装配方法和工艺措施。二、装配尺寸链装配尺寸链:任何一个机构,如活塞连杆机构、配气机构等,都是由若干个相互关联的零件所组成,这些零件的尺寸就反映着它们之间的关系,并形成尺寸链。这种表示机构中各零件之间的相互关系的尺寸链,就称之为
3、装配尺寸链。装配尺寸链可由装配图看出,如图1-1所示为活塞与气缸配合的装配尺寸链图。图中b)所示为其相应的尺寸链简图。图1-1 活塞与气缸套的配合的尺寸链图装配尺寸链中的封闭环,它在装配前是不存在的,而是在装配后才形成的,如图1-1(b)中的N。封闭环通常就是装配技术要求。其中如果某组成环的尺寸增大(其他各组成环不变情况下),使封闭环的尺寸也随之增大,则此组成环称为增环,如果某组成环尺寸增大,使封闭环的尺寸随之减少,则此组成环称为减环。封闭环的基本尺寸等于所有各组成环基本尺寸的代数和,即等于所有增环的基本尺寸之和减去所有减环的基本尺寸之和。它可由下式表示:式中:N封闭环的基本尺寸;AzA1、A2、Am,为各增环的基本尺寸;m增环数;AjAm+1、Am+2、An-1,为各减环的基本尺寸;n尺寸链的环数(包括封闭环在内)。为了使装配达到规定的装配技术要求,从尺寸链的观点看,就是要保证尺寸链中的封闭环达到规定的精度要求。尺寸链封闭环的公差等于所有各组成环的公差之和。它可由下式表示:式中:N封闭环的公差;Ai各组成环的公差;n尺寸链的环数(包括封闭环在内)。以上是用完全互换法计算尺寸链的基本公
4、式。分析柴油机的装配尺寸链时,应从装配图中,找出各个零件或部件之间的相互关联的尺寸链关系,然后按照装配技术要求,找出以此技术要求为封闭环的装配尺寸链。同理,根据各个部件的装配技术要求,依次找出机器的全部装配尺寸链。例1 柴油机压缩室高度装配尺寸链及其计算。图1-2所示为柴油机各零件所组成的尺寸链关系图。为了保证柴油机的压缩比,压缩容积必须保持恒定,即压缩室的高度必须一定。压缩室高度以N表示。N是在装配后形成的,因此,N为封闭环。从柴油机的装配图中,可以找出由固定件和运动件等为组成环所构成的尺寸链。a) b)图1-2 柴油机压缩室高度计算尺寸链图图中:A1主轴承孔轴线至机座上平面的距离;A2机座垫片厚度;A3机体总高度;B4机体上装气缸套的凹坑深度;A5气缸套垫片厚度;A6气缸套凸肩高度;A7气缸盖垫片厚度(压缩后的尺寸);B8气缸盖凸台高度;B9活塞销轴线至活塞顶平面之距离;A10连杆小端孔与活塞销间隙的一半;B11连杆大小端孔轴线距离;A12连杆大端孔与曲柄销间隙的一半;B13曲柄半径;A14主轴承孔至主轴颈间隙的一半。以上各尺寸参数都直接影响到压缩室的高度。因此,压缩室高度N的基本
《装配工艺基础》由会员M****1分享,可在线阅读,更多相关《装配工艺基础》请在金锄头文库上搜索。
2021年办公室文员年终总结一
酒店前台年终述职工作总结范文(3篇).doc

2023年防震减灾知识竞赛试题及答案
2012年江西中考语文试题及答案
农村房屋买卖合同简洁版(5篇)
2022交通局安全生产监督管理岗位责任制
某某信息产业公司人事制度管理条例
实习证明(精华版)
学校网络优化方案
2019年小升初满分作文:我渴望长大
预应力砼心板项目资金申请报告写作模板
保险公司年终总结标准范本(6篇)
人教版一年级语文下册形近字专项课间习题含答案
北京市公有住宅租赁合同1.doc
2022年07月上海市长宁区新华街道社区卫生服务中心招聘6名人员笔试参考题库含答案解析
服装半年度工作总结范文(三篇).doc
Sonnet18分析
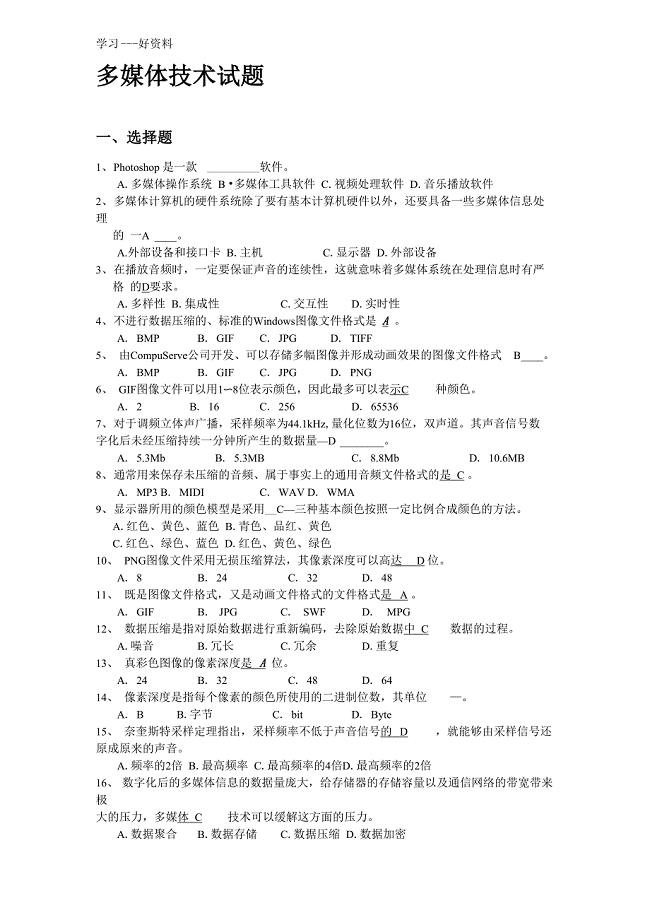
最新5多媒体技术试题
我的生物课堂教学反思
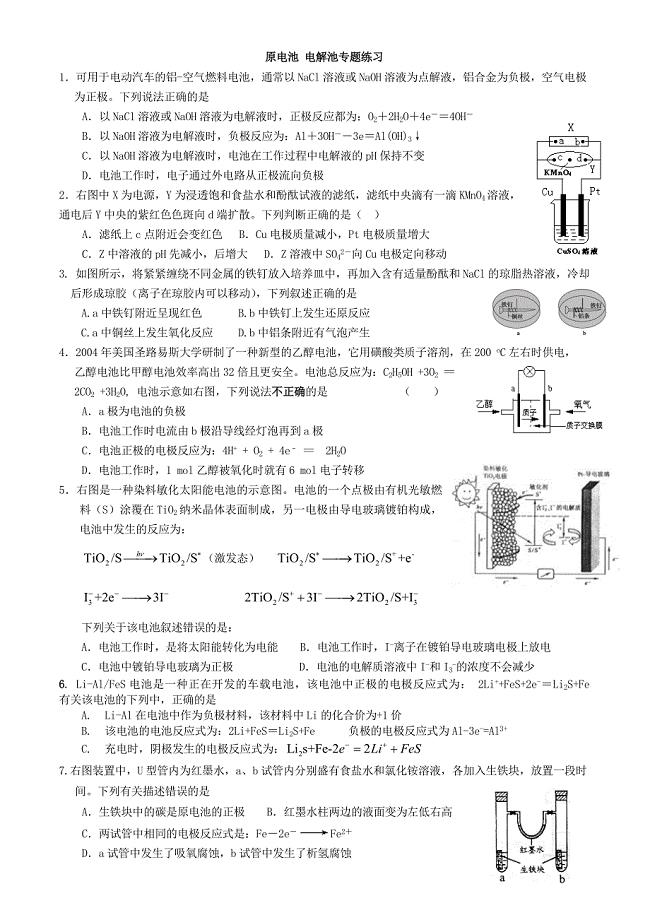
高三化学原电池电解池及专题练习训练
 大二学生个人总结范文(2篇).doc
大二学生个人总结范文(2篇).doc
2023-12-04 4页
财务部人员自我优秀总结范文(二篇).doc
2023-06-28 4页
2023年生产部门工作总结(3篇).doc
2023-11-17 10页
爱留守儿童工作总结样本(二篇).doc
2024-02-24 4页
工作室个人工作总结范本(3篇).doc
2022-10-08 12页
2023员工个人工作总结范本(3篇).doc
2024-02-14 8页
物业前台个人年终工作总结样本(2篇).doc
2023-03-11 5页
集中学习活动心得体会
2022-11-25 3页
2023普通员工个人总结范文(5篇)
2023-01-07 11页
必备中学生自我鉴定四篇
2023-09-19 5页