
2.5L带手柄食用油瓶吹塑模具设计【含三维UG】(下载送CAD图纸)
19页
1、 基于UG的2.5升食用油瓶模具设计与加工1.Ug软件的简介UG软件是Unigraphics的缩写,这是一个交互式CAD/CAM(计算机辅助设计与计算机辅助制造)系统,它功能强大,可以轻松实现各种复杂实体及造型的建构。相对于其他三维设计软件而言,我个人认为他最大的特色在于它有很多专业的应用模块,每个应用模块都在他本身的领域中有很广德应用范围。例如我们在设计注塑模具的时候应用ug的注塑模应用模块,注塑模具之中,很多的标准件可以在标准件库中直接打开。这样不仅可以很直观的看到自己的设计是否有错误,而且可以在很短的时间之内设计出形状和架构相对复杂的模具,给与人很大的方便。UG软件进入中国市场以来发展讯速,已经成为社会上机械设计领域中的主流软件之一,并为这些企业带来了可观的效益,这全得益于它各个应用模块中的强大的自我运算功能,以及人们能够根据自身的习惯进行软件的二次开发,开发出各式各样的插件和外挂,为设计提供更结合当地特色对的实际依据。而且,由于电脑硬件的不断升级,制约UG软件的唯一障碍也随之消失,UG软件也已成为中国小型企业的优先之选。2.吹塑模具的背景加扣扣: 1304139763 或 10
2、64457796,购买发CAD图纸及相关文档在千古以来的生活必需品“柴米油盐酱醋茶”中可以看出,瓶子一类的容器已然成为了人们的一种生活的必需品,随着人口数目的不断增加,瓶子的需求量也在不断的增加,这样就会引申出一个问题“如何快速有效的制造出优质而且便于携带的瓶子?”就成为吹塑模具发展的方向与命题。得益于此,近年来,中空成型技术成为了一种发展迅猛的加工方法热塑性树脂经挤出或注射成型得到的管状塑料型坯,趁热(或加热到软化状态),置于对开模中,闭模后立即在型坯内通入压缩空气,使塑料型坯吹胀而紧贴在模具内壁上,经冷却脱模,即得到各种中空制品。吹塑薄膜的制造工艺在原理上和中空制品吹塑十分相似,但它不使用模具,从塑料加工技术分类的角度,吹塑薄膜的成型工艺通常列入挤出中。吹塑工艺在第二次世界大战期间,开始用于生产低密度聚乙烯小瓶。50年代后期,随着高密度聚乙烯的诞生和吹塑成型机的发展,吹塑技术得到了广泛应用。中空容器的体积可达数千升,有的生产已采用了计算机控制。适用于吹塑的塑料有聚乙烯、聚氯乙烯、聚丙烯、聚酯等,所得之中空容器广泛用作工业包装容器。吹塑成型因为其现在主要用于制造包装容器和吹制中空的制
3、件,因而也叫中空成型技术。中空成型技术根据型坯制作方法,吹塑主要可分为挤出吹塑和注射吹塑,及新发展起来的有多层吹塑和拉伸吹塑。吹塑成型过程大致上可分为四个阶段:1) 型坯形成阶段聚合物在挤出机中的输送、熔融、混炼、泵出成型为型坯的形成阶段。2) 型坯下料阶段型坯从模唇与模芯的间隙中挤出为下料阶段3) 型坯预吹阶段为避免型坯内表面的接触、粘附,改善制品壁厚的均匀性,要对型坯进行预吹胀。在型坯预吹阶段,从型坯下方往型坯内喷气,以护持型坯,减小其垂伸。4) 型坯高压吹阶段高压吹胀型坯,使之贴紧模具型腔,实现产品塑性成型阶段。该阶段,影响产品成型的是型坯受高压吹胀变形、型坯与模腔接触变形。而影响壁厚分布的主要工艺参数有:材料的收缩率;吹气压力、时间;模具材料、结构、模具排气系统以及模具冷却系统,如冷却水道分布、冷却水进水温度等。其中,影响吹塑成型的模具工艺的主要因素有温度、压力、时间。(1)型坯芯棒温度的控制。型坯芯棒温度要经过加热和冷却循环,并在特定时候保持一个极限,以保证吹塑瓶的成品质量。不同材质塑料吹出来的中空瓶,对整个生产过程中的温度分布有不同的要求。而且为了实现型坯的各部位同步吹胀,
4、还要求同一部位的芯棒和模腔的温度差异不能太大,若芯棒温度过高,熔体很容易粘模。在模具生产的后期,使用冷却水控制温度使模具冷却成型,一般要比型坯模具温度低1030摄氏度。(2)气压的控制。吹胀气压是指吹塑模具内将型坯吹胀成容器的压缩空气压力,通常控制在0.81.0MPa左右。提高吹胀气压,可减少型坯吹胀不足,瓶身变形、凹陷等缺陷;提高压缩空气的体积流量可提高生产效率,改善容器的便面光泽度和壁厚均匀性。(3)时间的控制。吹塑工艺对吹塑过程中的每个阶段的时间都有严格的要求,延长保压时间、吹胀时间有利于改善容器的质量;但是为了提高生产效率,生产者必须在保证吹塑成型的质量后,尽量地缩短生产周期,取得最高生产效率的综合平衡时间。在本次的设计过程中,利用已经制造好的型坯。再将型坯到一定的温度,再放到模具中,向型坯内部出入压缩空气,使得型坯的材料能贴紧模具的型腔,然后保压一段时间,使得材料冷却成型后,放出压缩空气,最后将成品取出。由于PET型坯是早已制造好的,所以,在完成吹塑成型的步骤之前,要由加热机将PET瓶坯加热到一个合适的温度。3.材料3.1瓶子的材料本次设计要求的材料是PET塑料,在设计之前要
《2.5L带手柄食用油瓶吹塑模具设计【含三维UG】(下载送CAD图纸)》由会员新**分享,可在线阅读,更多相关《2.5L带手柄食用油瓶吹塑模具设计【含三维UG】(下载送CAD图纸)》请在金锄头文库上搜索。
护士个人简历自荐信
2022_2023学年新教材高中英语单元检测卷二Unit2Let’sCelebrate外研版必修第二册
副科长竞聘演讲稿三分钟5篇

浅谈低年级识字能力的培养
小班社会详案教案及教学反思好玩的沙发垫
英语教学案例分析bydoingsomething
教育实习自我鉴定范文
安徽省阜阳市太和县第三中学八年级物理上册第9讲物态变化拔尖辅导无答案新人教版
西安交大私募股权投资(PE)与企业上市
运动会,让我懂得
回火热处理优缺点及常见问题解决方法
机房管理系统数据库课程设计
工厂新员工试用期转正总结范本(5篇).doc
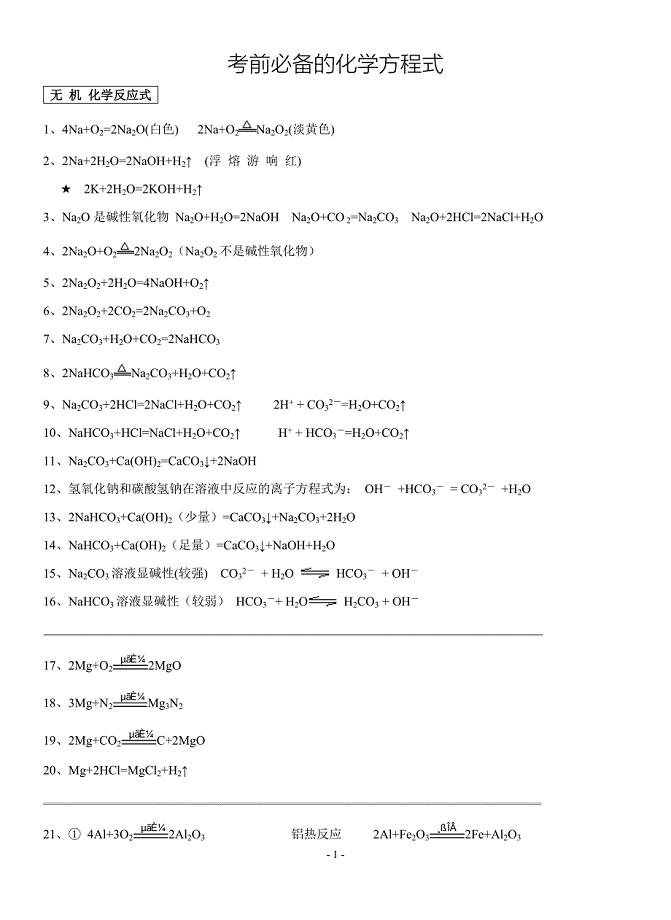
考前必备的化学方程式(精编分类版)
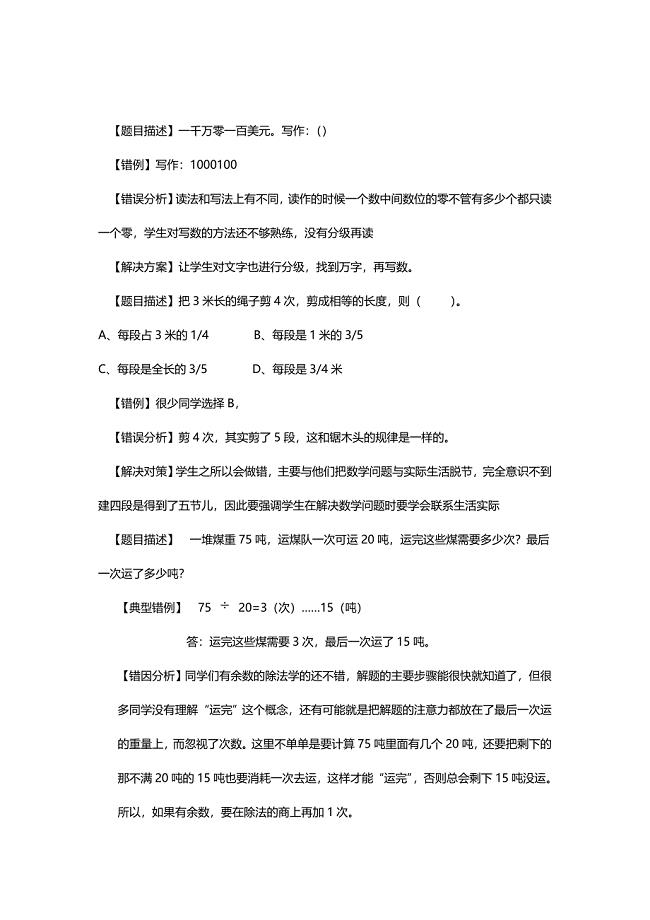
四年级数学错题集
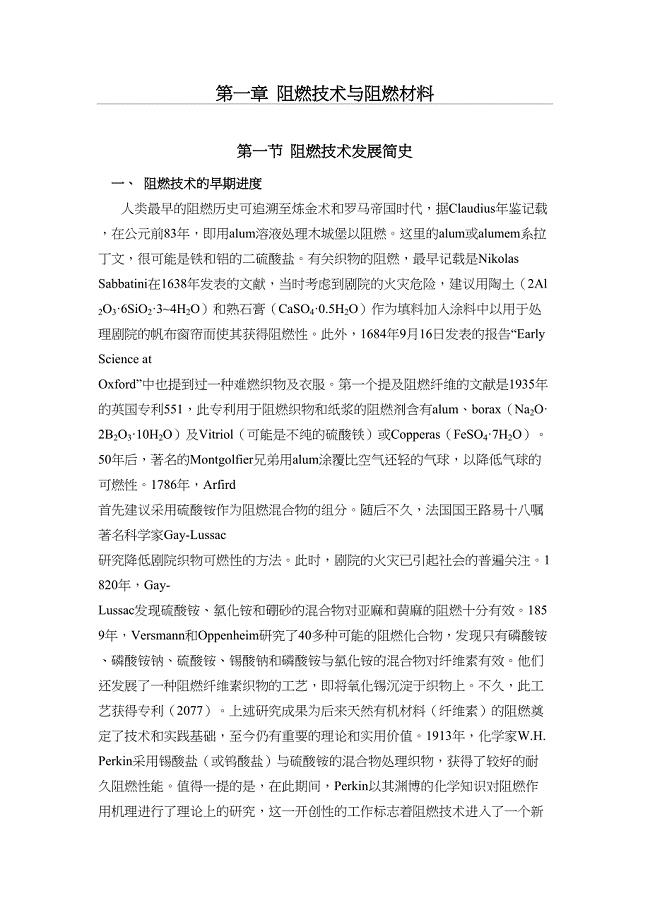
阻燃技术与阻燃材料(DOC 17页)
房屋租赁合同书标准版一
新编【鲁教版】九年级化学全册:第7单元常见的酸和碱导学案
燃煤电厂电除尘器与电袋除尘器综合分析
幼儿园园务工作计划春季word资料12页
 机械制造技术课程设计-变速器换挡叉加工工艺及钻φ15
机械制造技术课程设计-变速器换挡叉加工工艺及钻φ15
2023-03-03 18页
全市数字经济发展情况专题调研报告
2023-01-12 11页
中小型企业绩效反馈机制研究——以佩和户外用品有限公司为例
2023-06-01 16页
对我国中小企业财务管理问题的研究—以青岛金王集团为例
2023-10-14 25页
毕业设计(论文)-一种电控式防砸车电动栏杆的设计(全套图纸三维)
2023-12-22 21页
毕业设计(论文)-胶带输送机结构设计(全套图纸)
2023-11-12 40页
设计院建筑机电设计标准
2023-10-13 9页
XX机械装备制造公司抛喷丸作业指导书
2023-02-04 6页
互联网模式下会计报告模式研究
2023-01-07 17页
有无图片评论对消费者网络购买行为的影响
2023-05-11 19页