
放电加工工艺
6页
1、放电加工工艺电火花加工在模具制造中是十分重要的工艺环节,尤其在塑料模制造中更为重要。 大多塑料模零件通常采用电火花加工来完成最终精加工,加工完成的质量直接影响 模具零件的装配性能或成型精度。加工出现的异常问题轻则造成一些不必要的处理 方法,重则造成工件整体报废,延长了模具制造周期,增加了模具制造成本,降低 了模具质量,因此防范发生加工异常问题具有重要意义。加工异常问题包括加工中 的不正常现象和加工后的质量问题。2电火花加工常见的异常问题及分析(1) 模具零件加工完成后加工部位实测尺寸不合格。用电火花加工完成的部位 通常能达到的精度为0.005mm左右。模具零件中不同部位的加工精度要求是不一样 的,有一些精度要求高的部位尺寸公差控制很严格。如果加工尺寸不在公差允许范 围内,即为不合格尺寸。不合格尺寸有大于最大极限尺寸和小于最小极限尺寸。影 响加工尺寸大小的因素有以下几种:a. 电极尺寸缩放量的影响。电火花加工时两极间存在火花间隙,为了加工出 符合要求的尺寸,对电极缩放适当尺寸来加工。电极的缩放尺寸在生产中称为电极 缩放量。在加工时,实际产生的火花间隙与电极缩放量的不匹配将直接影响加工尺
2、寸的精度。在不采用电极平动加工时,如果所产生的火花间隙小于电极缩放量,加 工出来的尺寸将小于标准值。相反,电极缩放量比实际火花间隙要小时会使加工后 的尺寸大于标准值。因此正确确定电极缩放量的大小是保证加工尺寸合格的前提。 确定电极缩放量大小时要视加工部位的不同而合理选用。塑胶模具加工部位一般分 为结构性部位和成型部位。结构性部位在模具中起配合、定位等作用。这些部位的 加工表面粗糙度无严格要求。成型部位是用来直接成型塑件的部位。此类部位的加 工尺寸和表面粗糙度都有相应的要求。电火花加工的成型部位一般在加工完成后采 用抛光的方法去除火花纹迹达到预定表面粗糙度要求,所以在确定这类成型部位电 极缩放量时应准确确定抛光余量。一般抛光余量取0.005mm左右,在计算电极缩放 量时取实际火花间隙和抛光余量之和。确定电极火花位大小时还应详细考虑加工部 位的加工性能。如在通孔类排渣良好的情况下,不容易形成二次放电,产生的火花 间隙相对比较小,而盲孔类加工因排渣不是很顺,二次放电的机会比较多,而使火 花间隙变大。b. 电极实际尺寸、平动量控制的影响。在不采用电极平动加工时,电极的实际尺寸 对加工部位完成的
3、尺寸起决定性的作用。在正确确定电极火花位以后,应该采用合 理的加工方法保证制造电极的精度。在采用电极平动加工时,平动量的控制对加工 尺寸起决定性的作用。应根据电极实测尺寸的大小,确定正确的平动量来保证加工 尺寸符合要求。c. 电参数调节因素的影响。电参数调节直接关系到加工中实际火花位的大小。 更改电参数条件的各项均会影响火花间隙的大小。对火花间隙影响最明显的是电流, 随着电流的增大火花间隙也相应增大。脉冲宽度的影响也是如此。脉冲间隙的增大 会使火花间隙变小,但作用不是很明显。其它相关参数也在间接地影响火花位的大 小。因此在调节电参数时一定要选用合理,更改电参数时要弄清楚会对加工尺寸产 生的影响。d. 加工中电极损耗的影响。在加工过程中不可避免的存在电极损耗,电极损 耗使加工完成的尺寸小于标准值。一定要正确控制好电极损耗来保证加工的尺寸符 合标准。e. 加工深度控制的影响。在加工尺寸中加工进给方向的深度是一个特别重要的尺寸。深度的控制精度关系着加工尺寸是否合格。影响深度控制精度的因素首先 是加工前对刀精度的影响。在对刀时如果电极和工件间存在杂物,会使对刀产生偏 差,通常会使加工完成的深度
4、小于标准值。所以在对刀时一定要保证两极间的干净。 其次是预留的加工余量的影响。加工部位侧面的尺寸控制决定于电极的火花位。而 深度控制则决定于加工时对所要加工的深度尺寸的预留。预留量的选取同电极火花 位选取原则相同。再次是对刀基准的精度的影响。电极用来对刀的部位必须是明确 的基准,基准面应光洁平整。最后还要注意在粗加工中电极热膨胀的影响,使其变 长而超过为精加工预留的余量,使加工深度偏深,出现精加工时修不光的现象。(2) 加工完成部位表面质量不合格。表面质量异常问题一般有积炭、粗糙度不符合要 求、表面变质层过厚。下面针对这三种问题具体分析。a. 积炭。积炭是表面质量异常最严重的问题,对模具零件产生破坏性的效果。 它是电火花加工中放电异常的产物。一般积炭发生在精加工中,因为精加工时放电 间隙小,排渣不容易。因此在调节电参数时要以观察到放电状态稳定为标准,在放 电不稳定的情况下,应该将放电时间减短,抬刀高度增大,脉冲宽度减小,脉冲间 隙增大,伺服压力减小等。粗加工中,在加工面积小时注意峰值电流不要过大。其 次冲油也有很大影响。不适当的冲油方式、冲油压力使电蚀物无法顺利排出,使放 电状态很不稳
《放电加工工艺》由会员夏**分享,可在线阅读,更多相关《放电加工工艺》请在金锄头文库上搜索。
高一英语必修一Unit4-5单词听写人教版
小区房屋租赁合同律师版(四篇).doc
最新总结范文工厂车间年工作总结及年工作计划
幼儿撞见爸爸妈妈爱爱Word编辑
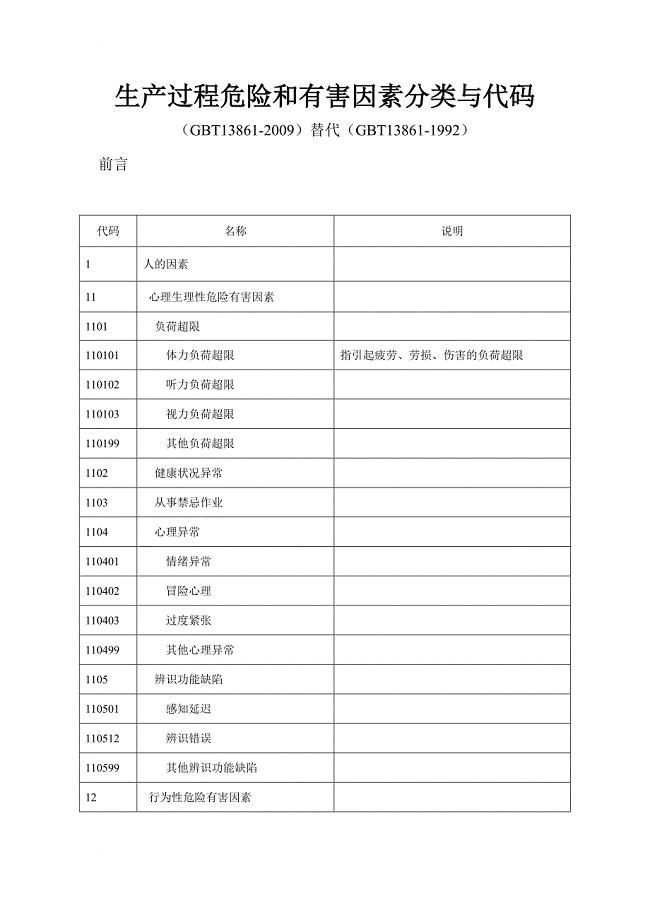
GBT13861生产过程危险和有害因素分类与代码word版本
江西农业大学临时合同工招考聘用模拟卷8
国际贸易专业实习单位鉴定意见模板
2022年机关事业单位工作人员平时考核工作检查情况汇报
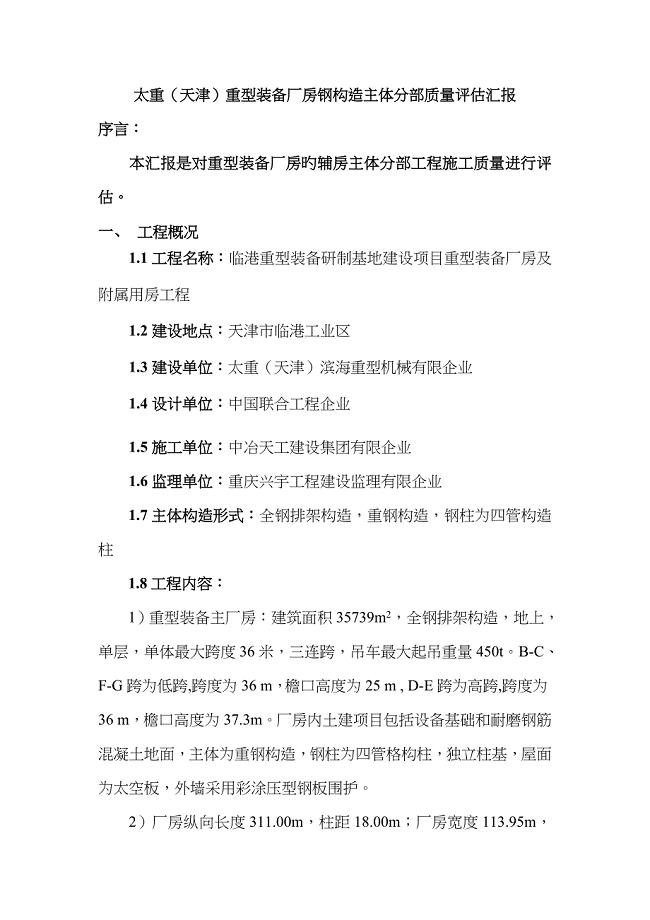
工业厂房钢构主体分部质评报告

临床医疗组工作制度
房屋租赁补充协议范例(九篇)
英语教研组下半年工作计划范文
系统设计说明书美团网
柴油发电机租赁合同律师版(8篇)
2023后勤上半年工作总结模板(3篇).doc
2023年公司客服工作总结范文(5篇)
托管班管理制度范文(三篇)
模特平面拍摄合同协议书
写人生的中考满分作文2022
会邀请函内容
 临床医疗组工作制度
临床医疗组工作制度
2023-08-17 3页
电缆沟保护方案
2024-01-02 7页
2021年医院节能降耗工作计划
2023-04-11 12页
艾滋病性与健康98分
2022-08-23 18页
健身训练法则
2022-10-18 15页
诸城电网运行维护分界点及运行维护管理责任划分规定
2022-10-26 10页
普通高等学校开学复课工作方案
2023-10-20 4页
电线电缆制造工170道
2023-12-17 11页
门卫工作总结2020
2023-05-04 2页
商务谈判测试题21
2023-09-07 2页