
动力管道安装的及验收
18页
1、word动力管道安装与验收1 .动力管道安装应遵循的原如此 (1) 动力管道应按设计图纸进展施工。如发现设计图纸有错误或不合理时,应征得设计单位同意后方可修改。 2动力管道应按照国家标准GBJ235-2005工业管道工程施工与验收规X金属管道篇以下简称规X以与其他全国通用的有关规X进展施工与验收。如设计图纸要求与规X有矛盾时,应与设计单位联系、协商。对一些重要动力管道安装、验收的关键工种要有案可查。有日期、人员某某、操作方法、检验结果等等都应记录在案。 3管道系统中所有的管子、管件、阀门与仪表必须具有制造厂的合格证,并应按规X进展检验。 4施工单位要制定出施工组织、施工方法、安全措施、人员配备、机械工具、物资供给、工程预算、财务经济、现场条件、生活后勤等等的施工计划。2. 管道加工与预制 在现代化工程项目中动力管道的工程量愈来愈大,为了提高劳动生产率,改善工程质量,缩短工期和降低本钱;对管道系统中的管件、组合件应优先采用压制弯头、三通、变径管等;其余管件可在专门的加工地点,采取专用设备,进展集中预制;预制好的组合件运到施工现场进展安装。2.1 管子清洗 管子在进展正式加工前,必须进展清
2、洗,以去除管子内外外表的污垢;不同介质的管子有不同的要求;一般管子内外表用水清洗或用压缩空气吹洗,但这种方法只能清楚管子内外表的污垢:用钢丝刷才能去除锈层、氧化皮等杂质。对于要求高清洁度与光滑内壁的管子需要喷丸机来清洗。有些介质的管子如氧气管等还需要进展除油脱脂。管子外壁的污垢和锈质可以使用管子外壁除锈机进展清洗,也可手工除锈。2.2 弯管制作 1弯管有热弯和冷弯两种。有色金属管、不锈钢钢管和小管径管子一般采用冷弯;碳素钢管用冷弯和热弯均可。w。3弯制有焊缝的管子时,其纵焊缝应置于距中性轴大于45的地方,即在弯曲平面的上方或下方,不得放在弯曲局部的内侧或外侧。4热弯时,DN32管子可不填砂子,用氧乙炔火焰加热即可煨弯。DN32管子热弯,管内灌砂应敲打震实,管端堵塞结实。管子加热升温要缓慢进展,加热温度控制在7501050X围内,并经常转动管子,以便受热均匀。5冷弯时,可采用手弯、手动弯管器、弯管机等进展。手动弯管器一般用于直径40mm以下的管子,弯管机可冷弯DN250的管子。6一般碳素钢管冷弯后不进展热处理;对厚壁碳素钢管、合金钢管冷弯后,应进展热处理。7常用焊接弯头形式,详见图14-
3、1.8管子弯制后的质量应符合如下要求: 1管子内的砂子、杂物应去除干净; 2无裂纹、分层、过烧等现象; 3壁厚减薄率中、低压管道不超过15%,且不小于设计计算壁厚; 4椭圆率不超过8% 5管子弯曲角度误差所造成的弯曲起点以前直管段的偏差值应不大于直管段长度的1%,且不大于10mm。 6管子弯曲局部波浪度H允许值详见表14-1。波距t应4H。 2.3 三通管制作 1、等径直交三通管 详见图14-2. 2、异径直交三通管 详见图14-3. 2.4 方形补偿器制作3 管道焊接 3.1 一般规定与须知事项 1动力管道的焊接除设计图纸有规定外,一般应按国家标准GBJ236-2005现场设备、工业管道焊接工程施工与验收规X中技术要求进展。 2凡参与动力管道焊接的焊工,应按规X详见GBJ236-2005中的有关内容进展焊工考试,取得资格后方可上岗操作。 3焊接过程中所用的管道材料和焊接材料应具备出厂质量合格证或质量复验报告。 4必须具备合格的焊接设备和工具,以与需要焊后热处理的设施。 5必须具有需要检验焊缝用的检验设备。 6焊接遇到刮风下雨、下雪露天作业时,必须有挡风、雨、雪的措施。 7必须严格遵守
4、安全作业规程;尤其是高空作业时,一定要有确保安全操作的措施。焊工要有防寒暑的劳动保护用品。 8当超过了国家现有生产的无缝钢管规格的大管径管道时,可采用螺旋焊接收和直缝焊接收。 3.2 坡口加工与接头组对 1管子坡口的加工,一般采用手工方法;对于铜、铜合金与不锈钢管的坡口加工,必须采用机械方法。如采用等离子弧切割时,应除净其加工外表的热影响层。 2焊件的切割宜采用机械方法;也可采用等离子弧切割、气割等方法。但淬硬倾向大的合金钢管,采用等离子弧或氧乙炔焰等方法切割后,应消除加工外表的淬硬度。 3管子、管件的坡口型式和尺寸,一般应按设计图纸加工。假如设计无规定时,根据管子材质、壁厚等可按规X中的规定进展选用。 4壁厚一样的管子、管件组队时,其内壁尽量做到平齐,内壁错边量级焊缝不应超过壁厚的20%;且不大于2mm;铜与铜合金不应超过壁厚的10%,且不大于1mm。 5壁厚不同的管子、管件组队时,其内壁错开和外壁错开之分,均可按图14-4和图14-5进展加工。 6管子坡口加工完后,施焊前,应检查坡口外表上不得有裂纹、夹层、毛刺等缺陷;并对坡口的内外侧清理锈质、污物等;对要求无油的氧气管等还需用有机
《动力管道安装的及验收》由会员汽***分享,可在线阅读,更多相关《动力管道安装的及验收》请在金锄头文库上搜索。
企业安全生产管理制度手册

传输设备查勘手册培训资料
汽车销售二级网点管理
热爱生命读书心得500字范文
恩师马源泽阿訇提博气诊疗法治疗病例汇总(二)
2023年监理工程师《建设工程合同管理》考点速记速练200题(详细解析)
福建省购房合同
标准化管理实施方案(3篇)
法律伴我行演讲稿
读窃读记有感范文500字
安监局办公室主任工作总结
房地产行业中弘地产,万科A,中粮地产公司经营业绩综合分
公司培训体系建设

规章制度建材联盟规章制度
关于少先队老队员代表发言稿(精简篇)
Shwsql期货日内短线交易技巧
工伤伤残等级鉴定标准
整理某电厂电力监控系统安全防护方案
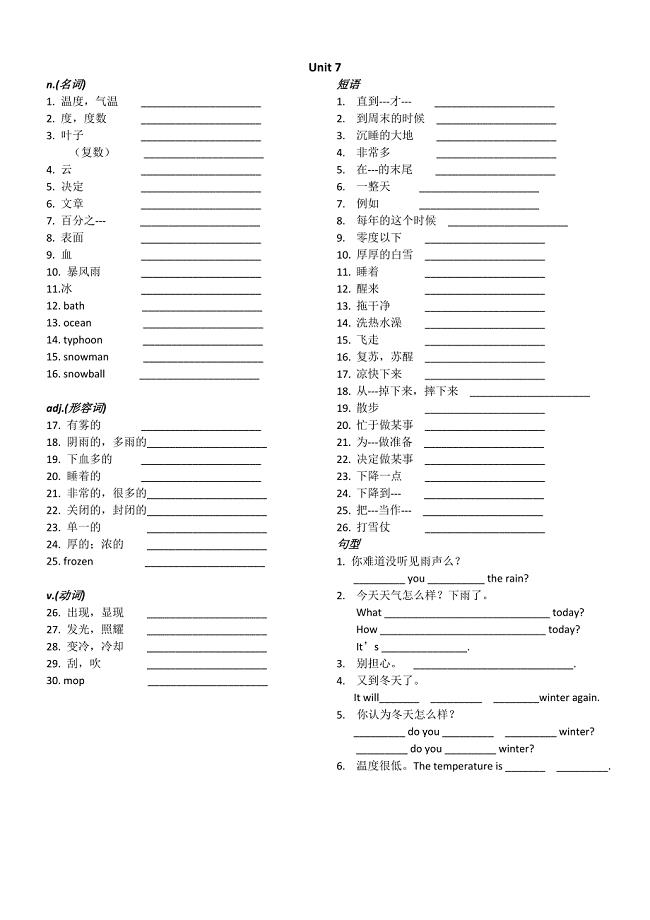
七上单词分类Unit7
临时工劳动协议书律师版(四篇).doc
 所得税退税样表
所得税退税样表
2023-06-21 2页
广东医护理专科11级《护理伦理学》练习和作业
2022-10-11 5页
最新陕西省西安一中高三下学期自主命题一语文及答案
2023-04-30 21页
中国现代文学考试试卷..doc
2023-05-03 112页
机电工程调试方案标准版
2022-08-09 65页
高考数学理二轮专题复习限时规范训练:第一部分 专题六 解析几何 163 Word版含答案
2023-12-27 5页
高中地理湘教版必修1学业分层测评14 Word版含答案
2023-09-27 6页
毕业设计论文开题报告格式
2023-08-28 6页
工艺工法QC预应力弦支穹顶结构施工工法(附图丰富)
2023-04-11 18页
如何控制课堂可能有效
2023-01-17 7页