
模具顶出方式的种类
34页
1、编号:时间:2021年x月x日书山有路勤为径,学海无涯苦作舟页码:第1页 共1页顶出装置 成形品之顶出 有螺纹之成形品取出方法 点状浇口之主注到道一流道之顶出 两段顶出 顶出板超前退回机构 为使射出成形能率及成形品质量提高亦有必要施行自动运转为此必需能使注道流道及成形品自动而确实脱模再者少量生产之制品型模制作日数及价格有所限制亦由于成形品形状及浇口之种类不能自动脱模之场合此际可决定成形品及注道流道最容易脱模之顶出机构同一形状之成形品亦由于材料种类及浇口形式之不同顶出方法亦随之异必需将最适当之方法组合使用成形品之顶出成形品顶出方法之决定当然受成形品材料及形状等所左右但原则上在成形品上制成缺口阶层等使能形成最确实之脱模并且故障较少再都故障发生之场合必需能简单补修同一形状之成形品亦因由于外表精度成形性不同而变化使用之顶出方法顶出方法一般使用顶出梢(直梢阶段梢)筒套刮料板空气等单独使用或组合使用则视型模之寿命长短,型模加工之难易选定之(1)顶出之种类1)顶出梢梢之加工最为容易必需硬度之场合施行淬火磨削等亦较其它方法为容易可在成形品之任意位置上配置为使用最多者孔之加工容易精度亦能达规定滑动抵抗最
2、小契住发生少因之型模寿命长互换性使在破损之际补修可以容易然而在小面积上顶出顶出应力集中于成形品之局部杯类及箱形物品之退缩倾斜小脱模抵抗大之成形品上将发生压陷及顶穿等此种场合使用顶出梢大多不适当2)方形或板状顶出梢板状顶出板等件之加工热处理等并无困难点但孔之加工困难需要使用放电加工等特殊加工将型范本及心型部份分割形成组合型加工变为容易但制造工时增加成形品由于有分割线对透明件之外观有不良影响亦有不允许之场合再者滑动抵抗亦较,圆梢为多板之厚度较薄容易引起弯折及挫屈在可能限度中避免使用3)套筒套筒之加工性比较良好但套筒内径小而长度长者加工较难使用于肉薄件容易发生开裂由于套筒之端面全面顶出成形品顶出均一能形成确实脱模成形品开裂较少发生4)刮料板刮料板及心型之加工并不比顶出梢为难滑动面机械加工及配合则需要较多时间滑动面契合部必需淬火热处理为困难再者互换性亦趋向不良修补必需较多人工刮料板与心型配合面形状为圆形或方形者机械加工及配合加工比较容易但如为连续变化之曲线形者则变为困难再者为使施行淬火后仍保有互换性使用衬套嵌入使补修容易特别有数个型穴者可仅将破损单件换调刮料板与其它顶出方法比较为顶出面积广大成
3、形品能确实脱模对脱模抵抗较大之杯类及帽类之成形品脱模有效广泛应用再者外观上几无顶出痕迹显示此亦为优点之一5)空气压出方法空气压出方法为设置阀等将空气通入隙间加工较为简单对杯类及箱形等深度较大之成形品之脱模为极有效之方法 (2)顶出机构之实例图1为仅使用顶出梢之场合顶出梢位置应配置于脱模抵抗强度较大之处如脱模抵抗强度均一之场合则应均等配置图中所示之杯类及箱形成成形品其侧面抵抗最大最佳情形将顶出梢配置于此再者如于内侧面设置顶出梢场合配置于侧壁附近较优于中央部份否则将使顶出时容易引起开裂图2为含有细而深之凸毂及加强肋之场合使用顶出梢在其周围顶出则发生开裂容易使成形品破损报废顶出梢必需设置于凸毂及加强肋底部使能确实脱模 图3为阶层顶出梢之使例由于无法使用细小顶出梢于小型成形品之场合由于中段较粗挫屈降低图4为顶出梢与刮料板并用之一例心型内面脱模抵抗较大部份如仅用刮料板脱模可能有列为断残留为防止此种疵病发生设置顶出梢成为刮料板为主顶出梢为补助之场合此种场合顶出梢设置于心型之内形成心型冷却故障使用小直径心型可作直接冷却能消除此项缺点必需考虑成形品之形状使设置顶出梢之可能性消除亦且能脱模 图5所示为部
4、份之脱模抵抗较强(退缩倾斜少而深),如管状凸起场合使用顶出梢在其周缘部及内面顶出时成形品亦有开裂皮用套筒顶出以顶出梢为主套筒为补助之机构 图6与图4图5作相同之考虑为刮料板及套筒并用之例 图7为深管状成形品之内外周具嵌入于可动侧之场合在成形品端面使用用套筒顶出最为有效 图8示长套筒加工困难短套套筒加工容易之例 一般情形对盆形成形品顶出大多使用图9之刮料板顶出如使用图10所示之斜盆端顶出梢则加工简单并且使用刮料板对心型冷却亦如图4.图5之情形相同有缺点存在图11图12为利用空气压出之情形对大平面深肉薄之成形品(箱杯等)使用刮料板顶出时成形品可能引起挫屈再者成形品与心型间形成真空使成形品破碎使用于聚乙烯等软质材料场合破碎程度更为显著此种场合使用空气压出最为有效图11为仅使用空气者图12为使用刮料板并在心型间有气压出方法之一例有螺纹之成形品取出方法成形品有螺纹场合脱模方法有下列三种1) 型模螺纹部分模2)型模螺纹部置入嵌入件3)成形品在型模螺纹部回转(1)型模螺纹部分模此种方法适合于外螺纹(阳螺纹之型模构造制造亦较简单能确实脱模)但成形品螺纹部有挤入分模线之废边产生成形品之后加工与契合件之配
《模具顶出方式的种类》由会员pu****.1分享,可在线阅读,更多相关《模具顶出方式的种类》请在金锄头文库上搜索。
xx油库保运工程项目保运、工艺技术方案
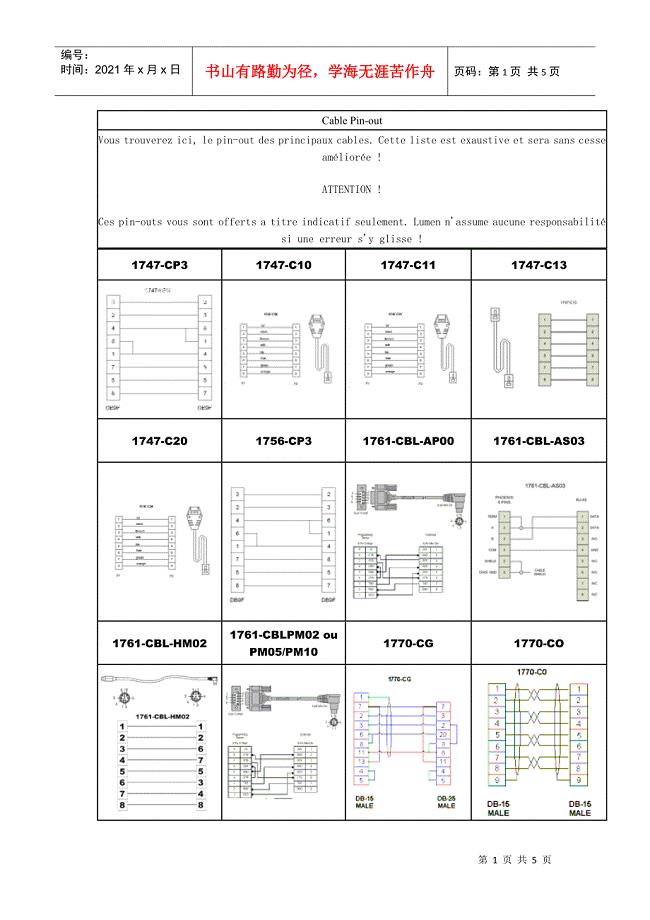
通讯电缆接线图
保证安全生产投入的有效实施安全生产
综合实践《组建我们的运动队》第二、三课时教案
精品苏教版选修4课时作业:专题1第2单元化学能与电能的转化第1课时含答案
老师师德师风演讲稿
厦门市关于成立乡村文化服务公司可行性分析报告【范文】
外研英语七下Module12Westernmusic教案(英语周报)
路面基层施工监理细则
班主任新学期工作方案(二篇)
中考作文几种范文套用
教学设计:国际组织概观赵冬梅
人教版小学五年级数学下册-约分-名师教学教案(1)
最新民政局离婚协议如何写(律师精选2篇)
2022年高中地理 地球和地图单元综合测试1 湘教版
全套餐厅卫生管理制度
大一高数试题及答案
毕业实习需要填写的表格和资料
热门房屋租赁合同汇编5篇
汉中生命科学技术应用项目申请报告
 新型玻璃练习题及答案
新型玻璃练习题及答案
2023-09-03 2页
冲压模具设计计算
2023-01-26 25页
建筑幕墙检测使用维修知识
2022-10-24 20页
建筑施工安全事故案例分析五个不同案例
2022-09-05 11页
化学试验安全手册
2022-09-06 116页
无共同债权夫妻协议离婚书参考格式(优质4篇)
2023-07-12 5页
关于季季乐童装推广
2023-12-30 32页
精品高考化学三轮冲刺题型示例【15】及答案
2022-11-18 8页
量价理论与量价理论的八种关系
2023-07-08 10页
年产10万吨再生塑料颗粒项目申请报告
2023-05-25 76页