
P22管道焊口焊接工艺
11页
1、焊接工艺卡辽宁红沿河核电厂一期工程 版次:A编号:NH-HJ-028适用范围:3#&4#常规岛汽水官道或联箱封头,汽水取样、仪表等接管座。焊接标准:DL/T869-2002焊接工艺评定编号:NEPC-HYH-HJ-037焊接方法:GTAW+SMAW焊接位置:全位置接头型式:对接衬垫材料:无接头型式、坡口和组装尺寸示意图:单位:mm焊接层道示意图:单位:mm-母材A侧B侧母材材质牌号:A335P22A335P22母材类别:B IB I母材直径范围(mm) :N 109.5母材厚度范围(mm) :924填充材 料类别(焊丝或焊条等)标准、型号制造商牌号焊丝ER62-B3CHG62B3焊条E6015-B3CHH407保护气 体1气体成分及纯度流速正面:Ar99.958-9 L/min背面:/L/min注:不锈钢材料在焊缝厚度 W5mm前不能停止背面气体保护。|预热后 热热处理预热温度:GTAW200-250C, SMAW250-300C预热加热方式:电加热温度测量方式:热电偶层间温度:W 350 C后热温度:C保温时间:min热处理温度:720-750 C保温时间:60min焊接工艺参数焊接
2、层道焊接方法焊材牌号规格(mm)电流极性电流(A)电压(V)焊接速度(mm/min )其他1GTAWCHG62B32.5正接90 14210 1240 502SMAWCHH4073.2反接75 13621 2350 703及以上SMAWCHH4074.0反接84 16121 2350 70或1GTAWCHG62B32.5正接90 14210 1240 502SMAWCHH4073.2反接75 13621 2350 703及以上SMAWCHH4074.0反接84 16121 2350 70 .表面SMAWCHH4073.2反接86 14921 2350 70工艺说 明焊前准备、清理和检查:除去坡口表面及边缘(1015)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。施焊注意事项:单层焊道的厚度不大于所用焊条直径加2mm ;单焊道宽度不大于所用焊条直径的4倍。注意接头和收孤的质量,收孤时应将熔池填满。多层多道焊的接头应错开(1520 ) mm。编制:审核:批准:焊接工艺卡辽宁红沿河核电厂一期工程 版次:A编号:NH-HJ-029适用范围:3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等
3、接管座。焊接标准:DL/T869-2002焊接工艺评定编号:NEPC-HYH-HJ-037焊接方法:GTAW+SMAW,焊接位置:全位置接头型式:T型衬垫材料:无接头型式、坡口和组装尺寸示意图:单位:mm焊接层道示意图:单位:mm母材填充材 料A侧B侧母材材质牌号:A335P22A335P22母材类别:B IB I母材直径范围(mm) :N 109.5 类别(焊丝或焊条等)标准、型号母材厚度范围(mm) : 924制造商牌号焊丝ER62-B3CHG62B3焊条E6015-B3CHH407保护气 体气体成分及纯度流速正面:Ar99.958-9 L/min背面:n/L/min注:不锈钢材料在焊缝厚度 W5mm前不能停止背面气体保护。预热后 热热处 理预热温度:GTAW200-250C, SMAW250-300C预热加热方式:电加热|预热加热方式:电加热|层间温度:W 350 C层间温度:W 350 C后热温度:C后热温度:C热处理温度:720-750 C热处理温度:720-750 C焊接工艺参数焊接层道焊接方法焊材牌号规格(mm)电流极性流(A)电压(V)焊接速度(mm/min )其他1G
《P22管道焊口焊接工艺》由会员博****1分享,可在线阅读,更多相关《P22管道焊口焊接工艺》请在金锄头文库上搜索。

2019年中考物理题型专项突破填空题类型4备考精选填空题20道
转向器厂液压总平面布置综合设计
中小学教师信息技术研修计划格式范文(四篇).doc
扫地机的智能控制系统设计设计说明
福尔摩斯探案读后感
销售简历的自我介绍模板锦集6篇
医院实习感想
人事行政主管岗位职责常用版(二篇).doc
体育场及附属设施工程施工组织设计(DOC-147页)
计生工作年度个人总结范本(4篇).doc
友谊的话题作文6篇(关于友谊的作文中考优秀作文)
保护环境的建议书的范文
HTML5考试复习资料
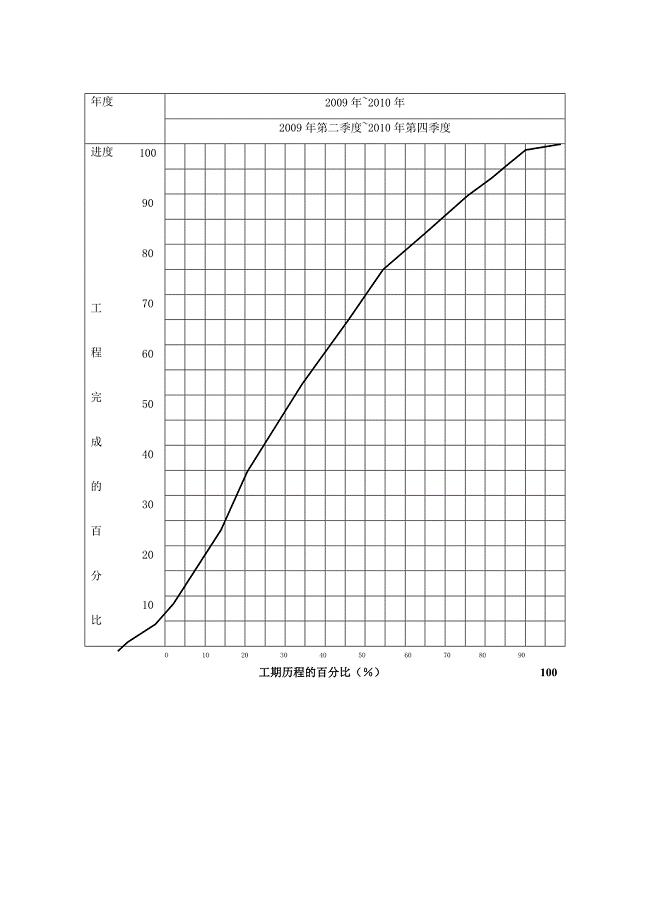
《施工方案》管理曲线
我心中的好老师作文
2023幼儿园安全工作培训计划标准范文(二篇).doc
企业妇女节主题活动总结1模板
新建饲料添加剂生产建设项目商业计划书写作模板
平面设计师工作总结简洁版(4篇).doc
2022年海南自贸港银行跨境业务知识题库精简版(含各题型)
 企业绩效评价的方法与应用
企业绩效评价的方法与应用
2022-08-31 13页
酒店薪酬管理体系
2023-12-15 14页
影视广告与视频广告对比研究
2022-08-16 4页
企业物流概念与分类
2024-02-08 9页
幼儿园教职工学习法律法规总结
2022-07-18 1页
加油站安全管理人员安全职责
2024-02-18 3页
温州市某桩基(大直径钻孔灌注桩)工程施工组织设计
2024-02-25 68页
股骨粗隆间骨折护理常规
2023-01-05 5页
船舶动态、信息报告表
2023-12-28 2页
分生名词解释
2023-07-03 2页