
蒸汽管道安装施工方案
25页
1、最新资料,word文档,可以自由编辑!!精品文档下载本页是封面,下载后可以删除!】内蒙古寅岗建设有限公司PVC项目厂区外管道安装工程施工方案编制杨俊霞审核杜永红批准杜永耀内蒙古寅岗建设有限责任公司年月日1、2、3、4、5、6、7、8、9、1011121314151617181920、目录工程概况编制依据管道材料的验收和领料 管道施工工艺 管道预制 支架制作与安装 管道安装管道焊接管道试压管道吹扫管道涂漆管道保温交工前的管道安装检查 质量保证措施 工程防护安全文明施工注意事项 质量保证体系 施工工序质量控制流程 人员配备、主要施工机具 施工进度保证措施1、工程概况:11、有限公司项目蒸汽管道安装施工,蒸汽来源于原有主供热管道。1. 2、本工程蒸汽管道设计压力为Pn=1.5 MPa、设计温度为T=310C。最大管径为DN820。1.3、本工程蒸汽管道采用螺旋缝电焊钢管、无缝钢管,焊接连接。保温采用 岩棉保温材料。主要工程量如下表:序号名称规格单位数量1螺旋缝电焊钢管DN820*12m3690.72无缝钢管DN720*10m1639.73无缝钢管DN325*7.5m5344无缝钢管DN273
2、*6.5m5252.85无缝钢管DN219*6m4408.52、编制依据:2.1、施工图纸及设计要求。2. 2、电力建设施工质量验收及评价规程(DL/T5210.5-2009)。2. 3、电力建设施工及验收技术规范(DL/T5190-2004)。2.4、电力建设安全工作规程。2.5、与工程相关的国家行业标准、规范。3、管道材料的验收和领料A、管道组成件及管道支承件必须具有制造厂的质量证明书,其质量不得低于国 家现行标准的规定。B、管道组成件及管道支承件的材质、规格、型号、质量应符合设计文件的规定, 并按国家现行标准进行外观检验,不合格者不得使用。C、管道组成件及管道支承件在施工过程中应妥善保管,不得混淆或损坏。D、阀门的壳体试验压力不得小于公称压力的1.5倍,试验时间不得少于5min, 以壳体填料无渗漏为合格,密封试验宜以公称压力进行,以阀瓣密封面不漏为 合格。并填写阀门试验记录表格。E、自检合格后报现场监理工程师检验认可,方可入库使用。F、材料领出之前应会同发料人共同清点其数量、规格、型号,如发现有损伤等 情况其材料不得进入施工现场;发料人应记录备案并采取隔离措施。G、碳钢螺栓应加防
3、锈油保护,使用的剩余螺栓不可弃置现场。4、管道施工工艺:4.1、管道预制程序施工准备材料领用划线尺寸检查下料切割坡口加工 焊口检查组对点焊检查焊接外观检查焊后处理 检验防护标识。4.2、管道现场安装程序预制管段搬运现场管内清理配管支撑安装管段组对点焊 检查(尺寸、焊口)焊接外观检查检验管内清洗系统试压 防腐保温。5、管道预制:5.1 材料切割A. 材料的下料须按图示切料尺寸裁剪,未标示切料长度时,碳钢材的切割可以用火焰切割法,砂轮切割法或锯割法,材料切割后不论是平口、斜口、多需用 砂轮机把焊接表面磨光。B. 切割前应确定划线,并将欲切割成两段部分,以蜡笔或奇异笔标示材质代号, 管段切割后应即标示管线编号、焊口编号、钢材切割、钻孔、开槽留有不整齐 切口,盲刺须以砂轮磨除。5. 2管道坡口加工形式及方法區对头熔接焊逍开槽 分|断面图填角熔接焊道廿槽 |断面閨廿槽方法找注意事状况一ij?.a i 加和小角熔若材料边缘有所偏差, 应倏切令其平直。1 二0:. .u 2?0023-60-2. &A-8-12I 一可用火焰切割法, 电离气切割法,6、支架制作与安装6. 1、管线支撑应照设计图所定尺
4、寸据实制作(参照火力发电厂汽水管道支架设 计书册),制作完成后,应除锈并予以涂刷底漆,并妥善保管。6. 2、制作完成的管线支撑,应将焊瘤、焊渣等去除,如钢板及型钢、管用 切割器切割时应使砂轮机整修边缘。6. 3、安装时应注意与结构物相连接端是否固定,与管线连接端如使用管夹 应注意是否锁紧。64、应确定勿使可移动部分受到任何阻碍,以致无法发挥应有的功能。65、拘束点之方向、间隙与滑动面应符合要求。66、管线的临时支撑不可随意在设备、管线及管材上点焊固定,以免造成 设备及管线的损伤。67、管支撑不可直接固定在扩张铁板、花纹铁皮或格子板上方,须固定于下方现有增设。68、试压后,所有为试压而使用的装置,应予移开。7、管道安装71 管道施工方法与要求A、所有地上管线应严格按设计图纸施工,其尺寸误差不得大于下图所示A注吒塔牙焊宦比许曲圭丁上干o.aiEJE nitei?费方迁邓得尢于注学帀|丸曽尉,茸目斟出 尼不轉戈F是L iaaim法兰商不正港柱方同下丿.耳l.JciEli&W-OK* 丈匕 耐一 “(1) 直线距离(A)其允许误差在公称管径250mm(含)以下管线不得超过土3.2mm.B、法兰
《蒸汽管道安装施工方案》由会员鲁**分享,可在线阅读,更多相关《蒸汽管道安装施工方案》请在金锄头文库上搜索。
后勤采购年终工作总结2
吊车架梁专项施工设计方案
幼儿园中班数学教案《三角形》含反思
财务业务一体化流程
励志演讲稿模板汇编六篇
2023年教育学适用于中学教师资格申请者自考笔记自考资料
2023二手房购房协议书标准范本(3篇).doc
化学试验室安全技术标准
Java数据结构和算法笔记
高二年级组长工作总结.doc
燃气锅炉安全管理制度
学前教育工作实施方案

销售经理个人年终工作总结范文-
医院管理系统数据库设计互联网
2023药品销售业务员个人工作计划标准范文(三篇).doc
配电房设备巡检制度(二篇).doc
幼儿园保育员聘用合同
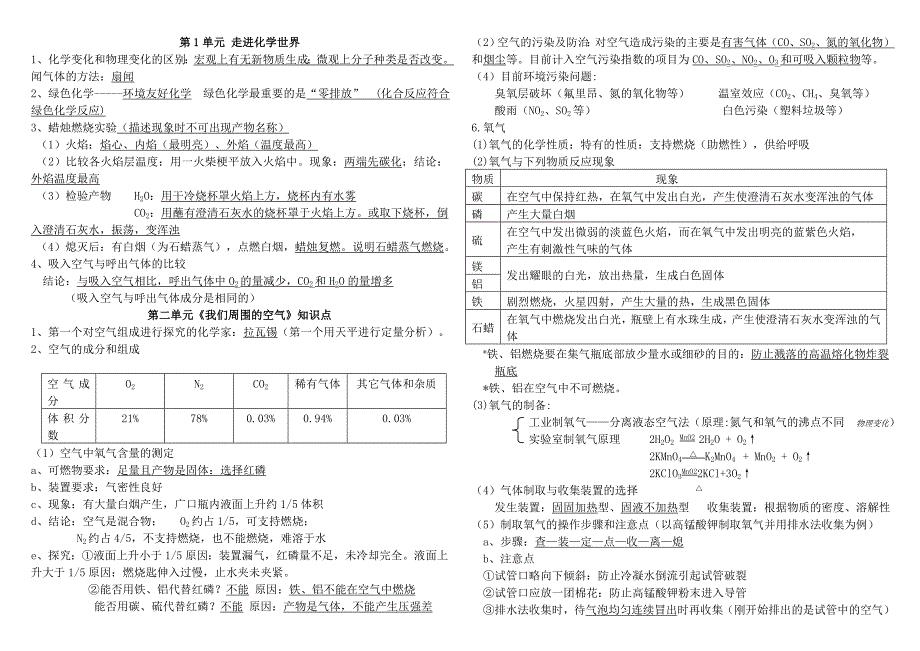
初三(九年级)化学上册知识点总结课(新人教版)
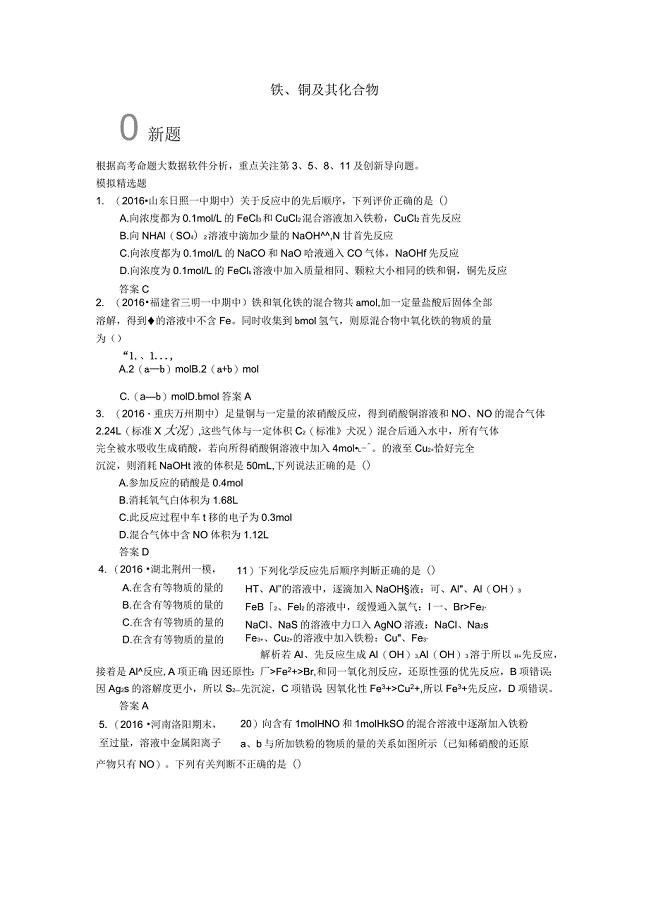
高考化学一轮总复习专题十三铁、铜及其化合物AB卷模拟创新题
班主任培训会讲话稿:做一名智慧型的班主任
 聚焦超声声功率和声场测试实验报告
聚焦超声声功率和声场测试实验报告
2023-05-02 4页
特殊群体学生基本情况信息卡
2022-09-25 4页
湛江市第二人民医院信息管理系统项目
2022-12-02 83页
EPS泡沫板及EPS外墙保温施工方案
2022-10-12 20页
信息化人才队伍建设应培养三种人才
2022-12-11 2页
金融消费者权益保护工作光华管理课程
2023-07-13 4页
农专非安置房工程安全文明施工组织设计
2022-10-22 19页
员工退休管理规定
2023-08-30 13页
世界风土人情
2023-04-20 6页
中学学生公寓楼土建施工图预算编制毕业设计论文
2023-05-02 27页