
注塑机的基本参数讲诉
18页
1、注塑成形技术系统培训教材注塑机参数与工艺参数注塑机参数与注塑工艺参数注塑成形技术系统培训教材SANSEI密注塑成形蔡 军注塑机装置的技术参数1. 螺杆直径mm2. 螺杆长径比L/D3. 螺杆压缩比4. 螺杆行程cm5. 理论注射容积cm36. 最大注射重量(以PS计算)g7. 螺杆最大转速r/min8. 最大塑化能力kg/h9. 注射压力MPa10. 注射速率g/s11. 注射时间s12. 注射座推力及喷嘴推力kN13. 喷嘴行程cm14. 喷嘴伸出量(即伸出模具安装平面的长度)cm进一步的技术参数:15. 注射速度mm/s16. 螺杆最大扭矩N/m17. 螺杆驱动功率kW18. 喷嘴球半径mm19. 螺杆驱动方式(如油压马达、电动马达等)20. 回复率。合模装置的技术参数1. 合模力kN2. 开模力kN3. 开模行程cm4. 拉杆有效间距mm5. 最大、最小模厚mm6. 模板间的最大间距mm7. 顶出力kN8. 顶出行程mm9. 模板定位孔直径mm10. 移模速度m/s11. 模板尺寸(H*V)mm12. 模具安装尺寸可进一步提供的参数:13. 拉杆直径mm14. 调模驱动功率kN1
2、5. 调模方式:如手动、电动、液压、马达等。16. 合模方式:如机械式、液压式、机械-液压式等。17. 顶出方式:机械、液压、气动等。18. 顶针数量19. 顶出次数20. 顶针速度其它整机性能参数1. 油泵马达功率kN2. 电热量kW3. 油箱容量L4. 料斗容量kg5. 外形尺寸(长*宽*高)m6. 机器重量kg7. 空循环时间s8. 单耗 Kw/kg9. 最大油泵压力MPa10. 总用电量kW与成形工艺有关的参数1. 最大的注射量(通常要求制品及浇注系统所需塑料量为注射重量 75%-80%)2. 合模力(足够的合模力才能保证成形模具的锁紧,精密制品需要的合模力为模具所需合模力的1.5倍)与模具有关的参数1. 嘴头部球面半径2. 模板上的定位孔3. 拉杆间的有效间距4. 模具的厚度5. 模板上模具安装螺孔(或T形梢)的尺寸与取出制品有关的参数1 .合模距离必须小于注塑机的最大开模距离,确认最大开模距离2 .顶出装置及顶出行程距离的确认和顶杆位置及顶杆数量的确认与机器安装有关的参数1 .总用电量的确认2 .贮油箱容量的确认3 .注塑机外形尺寸的确认4 .整机重量的确认5 .冷却介质的
3、确认螺杆结构形式的选用渐变形螺杆是一种有较长压缩段的螺杆,塑化时能量转换较为缓和,主 要用于非结晶型材料,如:PVC、PS HIPS等。突变形螺杆是一种压缩段较短的螺杆,塑化时能量转换较为剧烈,主要用于结晶型的材料,如 PA、PET、PP、PE、POM等。通用型螺杆是一种介于渐变形和突变形之间的螺杆,对于经常更换塑 料的机器,可以避免更换螺杆的麻烦,同时降低机器成本,通常选用通用 型螺杆,适当调节成形工艺参数,基本上可以满足多种塑料的成形加工。SANSEI精密注塑成形-# -段安明注塑工艺及主要工艺参数注射操作过程注射过程大致可分为:预塑化、合模、注射座前移、注射、保压、注射座复位、制品冷却、开模、制品顶出等动作组成的周期动作过程注塑工艺参数注射部分的工艺参数(1) 注射量:(通常指一次注射的体积重量),在保压阶段中,料筒存料区要有一般为1.5-2.5mm的射出残量,以保持压力及补缩.防止制品出 现各种各样的品质缺陷。(2)注射压力:是指注射时作用在螺杆头部熔体上的压力。给予熔体一定的速度,并对熔体压实。注射压力受下列因素影响:A. 影响熔体流动性能的因素如熔体指数MI、塑料温度、模具
4、温度、注射速率等。B. 影响流动阻力因素如制品和浇口的形状和尺寸、模具流道 等。C. 对制品尺寸精度的要求。根据目前注射压力合使用的实际情况,注射压力选取可按下列原则:i. 加工流动性好的,形状简单的厚壁制品注射压力可70Mpaii. 加工粘度较低、形状一般、精度有一般要求的制品可取70-100Mpa的注射压力。iii. 加工中等粘度如PS、PC、PP、等塑料,制品形状一般,对精 度有一定要求的,注射压力可取 100-140Mpa.。iv. 加工高粘度如 PMMA、PPO、PF、等塑料,薄壁流动长,制品 壁厚不均匀且精度要求高的制品,注射压力可取140-180MPa,对加工优质精密微型制品注射压力可高达 230-250MPa以上。(3)注射速度:为了把熔体充满模腔,制得密实,精度高的制品,必须在短时 间内把熔体快速充模。用来表征熔体充模快慢的参数除速度外, 还可用注射速 率、注射时间表示。注射速度慢,熔体充模时间长,这样就容易产生接缝线、 密度不均,内应力大等不良现象。注射速度高,可以减少充模时间,从而减少熔体温差并改善了力的传导效果, 能制得密度均匀、内应力小的制品。同时还 可缩短成
《注塑机的基本参数讲诉》由会员汽***分享,可在线阅读,更多相关《注塑机的基本参数讲诉》请在金锄头文库上搜索。
计算智能技术的MATLAB实现
浙江省湖州四中九年级语文下册《课外文言文》练习(2)(无答案) 新人教版

同学聚会学生代表发言稿
人教版小学二年级数学《7的乘法口诀》教案及课后反思
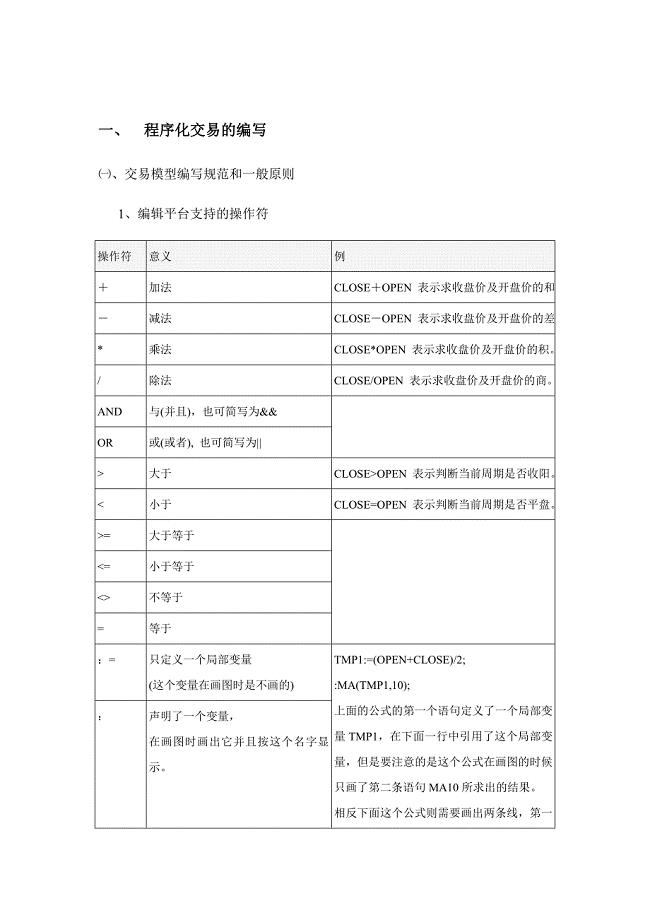
期货交易模型编写经典教程
《西江月·夜行黄沙道中》《天净沙·秋》教学设计 教案教学设计
小学家长学校工作计划例文(五篇).doc
七年级语文上册第一单元1春素材:描写春的古诗词新人教版
聚合物基复合材料在高介电材料方面的应用与发展
深圳市龙岗区来料加工企业转型三资企业办事指南 保税进口料件
汽车服务公司网站建设方案
2022中学生的读书心得体会大全7篇(年读书体会)
检验科废弃物、废水处理流程
小学五年下数学教案
南邮毕业设计模版
员工雇佣合同范本5篇

高二生物(理科)第一学期期中考试

管沟开挖、回填专项施工方案完整
Aeqemfp中学生饮食健康调查结题报告
出版专业资格考试:初级出版专业基础知识考试卷
 十六、投报货物配置及参数偏差表
十六、投报货物配置及参数偏差表
2023-08-18 13页
时数据的收集、整理与描述
2023-09-05 5页
单片机简答题
2023-11-24 8页
楼宇智能化设备安装与运行(最新修改)
2022-09-20 34页
国际会计准则的基本汇编文件
2023-01-23 3页
网络新闻侵犯人格权的几种形式
2023-08-02 3页
13项通信行业国家标准名称及主要内容
2023-07-31 89页
首届NCIE全国网络知识大赛试题(二)
2023-03-15 3页
机房设备维保服务采购
2023-06-12 5页
用友财务通软件培训讲义概要
2022-10-14 15页