
汽车工业中的激光焊接技术
5页
1、汽车工业中的激光焊接技术燕来荣1. 激光焊接技术的特点及应用领域世界上第一个激光器的成功演示在40多年前,在今天,激光科学技术蓬勃发展,其作用远远超出了其发明初期人们原有的预想。激光技术的应用目前遍及科技、经济、军事和社会的许多领域。汽车工业是激光加工重要的应用领域,占激光加工15%的份额。激光焊接、激光切割、激光标记、激光打孔都有着广泛的应用。激光焊接技术在制造领域的应用稳步增长,由脉冲到连续,由小功率到大功率,由薄板到厚件,由简单单缝到复杂形状,激光焊接在不断的演化过程中已经逐步成为一种成熟的现代加工工艺技术。激光(受激辐射光) 最基本的特点就是:单色性、方向性、相关性,这些独特性质加上由此而来的超高亮度,超短脉冲等性质使它已经紧紧的和现代工业结合在一起,这些特质非常适合焊接加工。激光焊接是利用激光束作为热源的一种热加工工艺,它与电子束、等离子束和一般机械加工相比较,具有许多优点。激光束的激光焦点光斑小,功率密度高,能焊接一些高熔点、高强度的合金材料;激光焊接是无接触加工,没有工具损耗和工具调换等问题;激光束能量可调,移动速度可调,可以多种焊接加工;激光焊接自动化程度高,可以用计算
2、机进行控制,焊接速度快,功效高,可方便的进行任何复杂形状的焊接;激光焊接热影响区小,材料变形小,无需后续工序处理;激光可通过玻璃焊接处于真空容器内的工件及处于复杂结构内部位置的工件;激光束易于导向、聚焦,实现各方向变换;激光焊接与电子束加工相比较,不需要严格的真空设备系统,操作方便;激光焊接生产效率高,加工质量稳定可靠,经济效益和社会效益好。激光器一般按产生激光的工作物质不同来分类,主要有半导体(GaAs,InP等) 激光器、固体(Nd:YAG 等) 激光器、气体(CO2、He-Ne等) 激光器、液体(可调谐染料等)激光器、化学激光器、自由电子激光器等。其中气体激光器以气体或金属蒸汽为发光粒子,它是目前种类最多,激励方式最多样化,激光波长分布区域最宽,容易实现大功率连续输出,应用最广泛的一类激光器。固体激光器是将产生激光的粒子掺于固体基质,其浓度比气体大,因而可以获得比较大的激光能量输出,具有能量大,峰值功率高,机构紧凑,牢固耐用等特点,在激光焊接中主要就采用这两种受激物质的激光器。激光焊接分为脉冲激光焊接和连续激光焊接,在连续焊接中又可分为热传导焊接和深穿透焊接,随着激光输出功率的提
3、高,特别是高功率CO2激光器的出现,激光深穿透技术在国内外都得到了迅速发展,最大的焊接深宽比已经达到了121,激光焊接材料也由一般低碳钢发展到了今天的焊接镀锌板、铝板、钛板、铜板和陶瓷材料,激光焊接速度也达到了每分钟几十米,激光焊接技术日益成熟,并大量应用到生产线上,在汽车生产线上如齿轮焊接,汽车底板及结构件(包括车门车身) 的高速拼焊并已取得了巨大的经济和社会效益。在激光应用技术的各个领域中,激光性能的发展趋势是在不断地提高,这种发展趋势可以增大激光的功率和提高激光的射束质量,借助于新的激光产生方案和新的激光设备设计方案,也包括新的激光技术应用领域,这种发展趋势可在今后不久得以实现。2. 激光焊接在汽车行业中的应用美国是最早将高功率激光器引入汽车工业的国家。在美国汽车工业中心底特律地区有40余家激光加工站,用于汽车金属件的切割和齿轮的焊接,使汽车的改型从5年缩短到2年。美国通用汽车公司已经采用22条激光加工生产线,美国福特汽车公司采用Nd:YAG激光器结合工业机器人焊接轿车车体,极大地降低了制造成本,美国三大汽车公司的电阻点焊生产线被激光焊生产线所取代。在日本,激光焊接在生产线上成功
4、的应用为世界所瞩目,如在汽车车体制造中采用将薄钢板实施激光焊接后冲压成型的新方法,现在已为世界上大多数汽车厂家所仿效。世界上很多著名汽车公司都建有专门的激光焊接专用生产线:Thyssen钢铁公司的轿车底板拼焊生产线,大众汽车厂的齿轮激光加工生产线,奔驰汽车厂的18个厂房里有8个厂房安装了激光加工设备。采用激光焊接可以给汽车制造业带来巨大的经济效益,如车身装配中的大量点焊,把两个焊头夹在工件边缘上进行焊接,凸缘宽度需要16mm,而激光焊接是单边焊接,只需要5mm,把点焊该为激光焊,每辆车就可以节省钢材40kg。用传统点焊焊接两片0.8mm的钢板冲压件,平均是20点/min,焊距是25mm,即速度为0.5m/min,用激光焊速度可以达到5m/min以上。采用激光焊接技术,不仅降低成本,还大大提高了生产效率。目前,一套千瓦级的激光加工机器人系统只要几十万美元,新型激光器的安全性和可靠性也得到了保证,其故障停机率仅2%,防护措施也极为可靠。激光焊接时需要工件接触面紧密吻合,这在工艺上是不容易实现的,但目前先进的夹持方法和适合激光焊接的凸缘设计使这一问题得到了解决,激光焊接技术的逐渐成熟使得各大
《汽车工业中的激光焊接技术》由会员s9****2分享,可在线阅读,更多相关《汽车工业中的激光焊接技术》请在金锄头文库上搜索。
2023年房产协议书范文集锦六篇
高校毕业生登记表自我鉴定范文
组合钢模板的施工
J2EE常见术语及缩写
旅游突发公共事件应急预案
休闲食品包装设计说明书
二年级作文题目(共1页)
校园活动策划书
2022年10月山东省妇幼保健所招聘工作人员笔试参考题库含答案解析
大量读写课题成果报告
七年级生物上册2.2.4单细胞生物典例解析新版新人教版
2022春浙教版语文四下《绝句》word教案
高级电焊工考试试题题库附答案参考4
东营少儿图书策划项目实施方案
老舍养花读后感

政工师评定检察笔录的制作技巧
某公司中海油工程装修施工组织设计
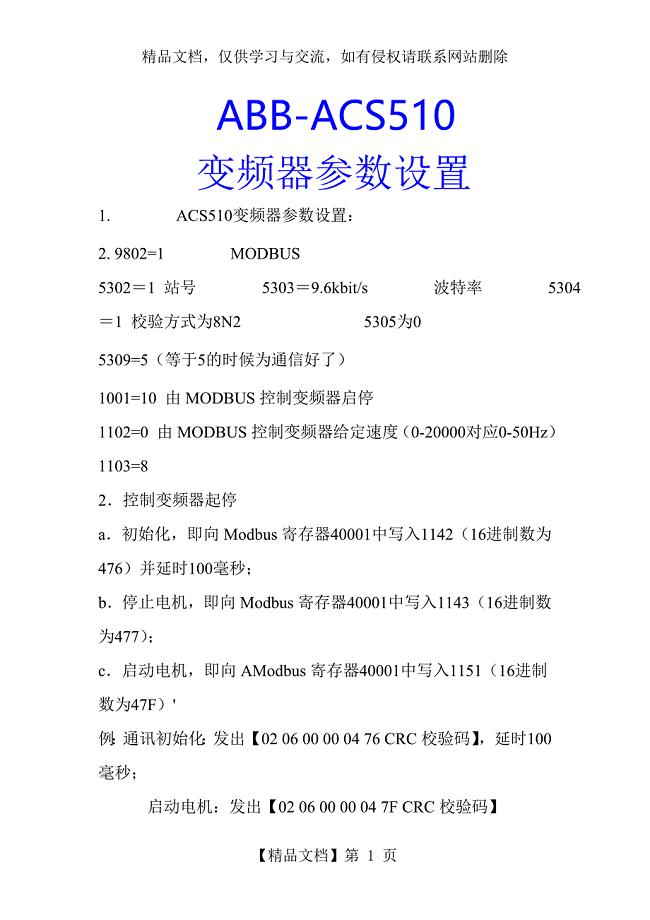
ABB-变频器参数设置做485通信
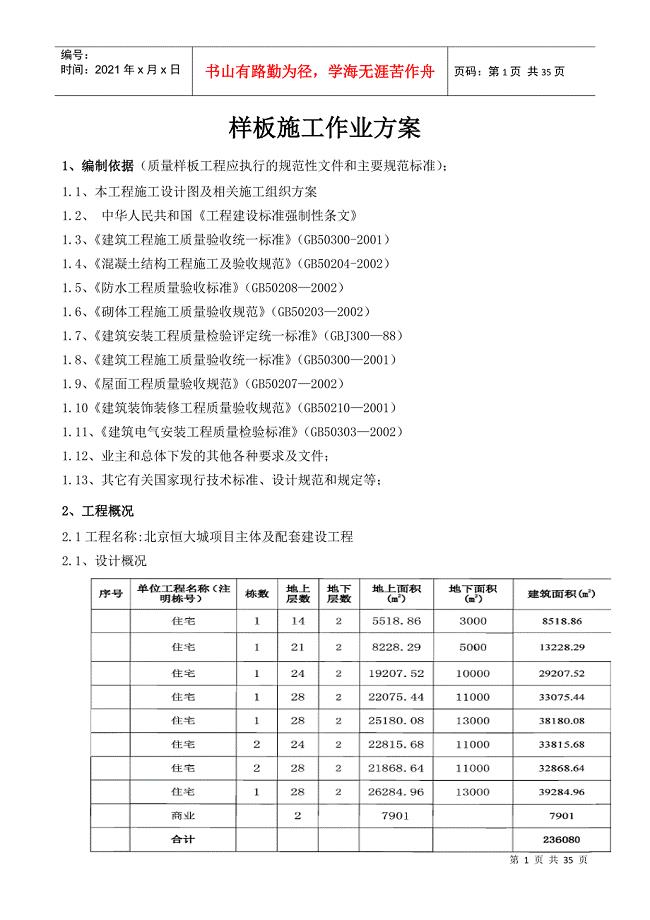
样板施工作业指导书(中铁25)改2

期中学习总结范文(4篇).doc
 《正规租赁合同》word版
《正规租赁合同》word版
2023-02-21 3页
二手车买卖合同协议
2023-08-30 6页
2021年柜台出租合同合集5篇
2023-10-02 5页
产品委托加工合同模板(4篇).doc
2023-07-14 13页
正规股份转让合同范文(4篇).doc
2023-01-02 11页
事业单位科级干部任免审批表
2023-12-26 2页
韵达快递服务合同范本
2022-11-19 5页
商铺租凭房屋合同
2024-01-01 15页
幼儿园保健医生聘用合同范本(5篇).doc
2023-03-08 8页
重点研发计划项目申请书模板
2024-02-23 32页