
全自动敷设机作业指导书
3页
1、 文件制订/变更申请单 Document formulating/changing application申请状态:首次发行 修订 废止 Application state: Initial issue Revision Abolish文件类型:手册程序文件作业办法指导书技术文件图纸外来文件表单Document types:Manual Procedure Working instruction Work direction Technical document Drawings Extraneous document Form系统名称System name质量管理体系Quality management system文件编号Document No.JKM-WD-GY-059文件名称Document name全自动敷设机作业指导书Automatic laying machine Operating instructions申请单编号Application No.DCN - 1301021总 页 数Total pages2版 次VersionA1制订/变更前内容Content befor
2、e formulating/ altering制订/变更后内容Content after formulating/ altering一:申请单编号:DCN - 1200267二:版次:A0三:无一:申请单编号:DCN - 1301021二:版次:A1三:安全注意事项;3.1.铺设机正常工作时不允许打开安全门,若特殊紧急情况需要打开请联系设备和工艺人员3.2.操作人员开机前应先检查机器外面电线是否裸露和磨损,若有磨损及时通知设备人员现场解决3.3.若发生重大异常事故,请立即按下急停按钮,通知设设备人员到现场解决,操作人员不得自行解决. 会 签 Signature生产部The production department设备部Equipment department品管部Quality control departmentEHS制 订Formulated by审 核Checked by批 准Approved by【文件发行日即生效日】发行章【That document issuing date is the effective date】sign of issuing QA-001D一、作业
《全自动敷设机作业指导书》由会员博****1分享,可在线阅读,更多相关《全自动敷设机作业指导书》请在金锄头文库上搜索。

2022一级建造师-一建矿业工程实务考试全真模拟卷15(附答案带详解)
监理安全培训计划
2022年五四演讲:今天 在我们手中
调节情绪的方法
静乐县关于成立先进轨道交通公司策划书
z钢筋机械连接专项施工方案9页
2021前台个人工作计划范文

外墙保温工程承包合同书
高一数学必修二第一章集体备课导学案

中国男装行业调研报告
山东省邹平双语学校九年级英语上学期第二次月考试题无答案

天津市武清区大良中学高三数学函数练习理
在校本培训中成长蜕变
平面设计师的求职信
08造价师工程造价计价与控制试题及答案

危险化学品泄漏应急预案(同名9170)
土地承包合同模板汇编10篇
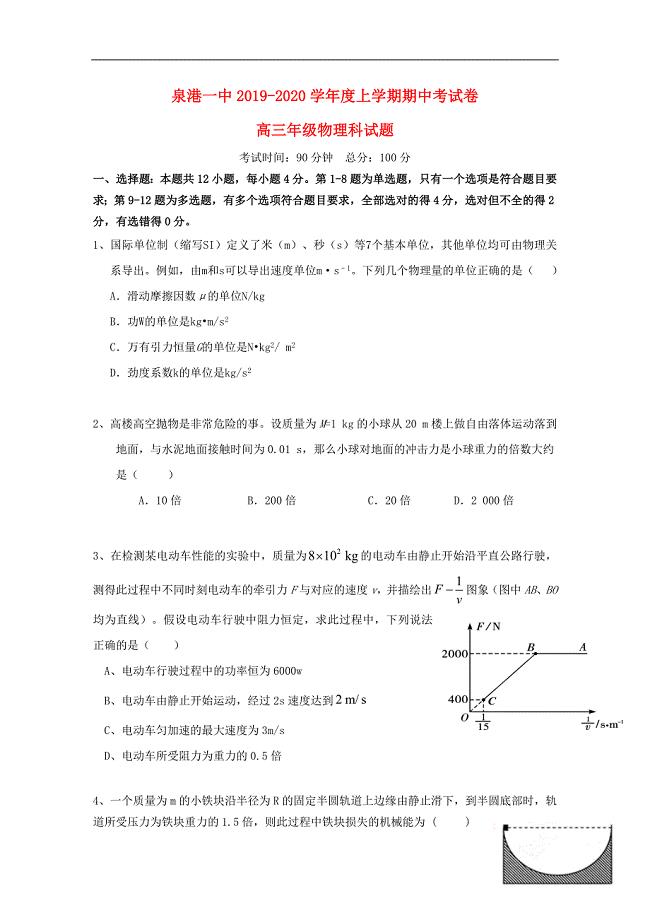
福建省泉州市泉港区第一中学2020届高三物理上学期期中试题

致播音员加油稿6篇
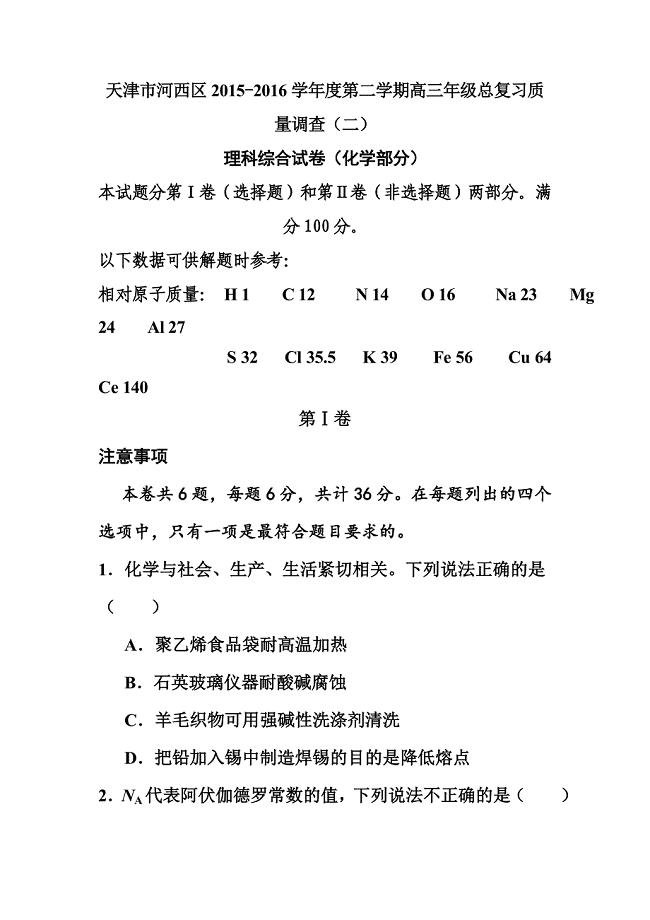
天津市河西区高三第二次模拟考试化学试题及答案
 某酒店客房部运营管理手册
某酒店客房部运营管理手册
2022-11-29 139页
36项安全生产规章制度
2024-02-23 43页
DJQMS-03-C1-01设备维修部工作手册
2023-10-18 15页
房产小蜜书功能详解说明书
2022-10-31 2页
2014个人暑期社会实践表格与要求
2023-07-13 5页
铜梁区年产xxx件汽车零部件项目可行性研究报告参考范文
2022-08-08 124页
电工品牌某市场开拓计划书
2022-12-01 10页
DFTC智能操作台说明书
2023-05-16 14页
急救工作流程管理概述
2022-08-15 50页
保洁服务合同空白
2023-05-01 11页