
生产现场安全要求
19页
1、生产现场安全要求 第一单元 生产现场安全要求。安全生产就是指在从事生产作业活动的过程中,要保 护好工人 的安全和健康。 1.安全生产既保护劳动者又保护生产力。 2.文明生产要求 。文明生产就是指企业具有科学的作业现场布置和生产组织形式,合理的生产工艺和秩序井然的物流系统,它还包括了产品质量的保证体系,废物的处理和综合利用等。 3.噪声与振动的防治。 4. 噪声在接近60dB时,会使人烦躁不安,不仅会损伤听觉器官,而且影响人的大脑,令人精神紧张,易于疲劳,甚至引发多种疾病。防止噪声的方法一般从三个方面入手:控制声源,消除或尽量减少发生体的振动和噪声,通过改进工艺、改进设备结构等方法,最大限度地降低设备本身的噪声;控制噪声的传播途径,利用隔音、吸声、减振等方法阻断和减弱声波的传播;最后是对接受者做好噪声防护,利用防生耳塞、耳罩等防护用品做好个人防护。 5.电工安全事故分析 6.电工安全一般是指人身触电、设备烧毁、电器造成的火灾和爆炸等。其中人身触电等事故是较为常见的事故之一。 7.电流通过人体的时间长短。通电时间越长,电击危害程度越大。 8.对人体最危险的是5060Hz的工频电流,2040
2、0Hz交流电流相对危险性也较大。 9.违反安全操作规程造成的事故和起重机具损坏引起的事故。 10.离开操作室时,必须先将悬吊的载荷放下并将控制器放在断开的位置,断开起重机或小车的主断路装置。 11.吊钩应可靠地支持2倍的检验载荷而不脱落。 12.吊钩出现裂纹,危险断面而磨损等缺陷时必须立即报废。不允许采用补焊的方法对吊钩进行修补。 13.新更换的起升钢丝绳应满足规定的安全系数要求。 14.吊运赤热热金属的钢丝绳,应采用石棉芯钢丝绳;在腐蚀介质中作业的起重机,应该选用镀锌钢丝绳。 15.当吊钩出于工作位置最低点时,钢丝绳在卷筒上的缠绕,除绳尾固定的圈数外,不得少于两圈。 16.制动力矩不能太小货太大,应按设计要求予以调整。制动力矩过大,制动时会导致机构冲击,是不安全的。 17.松闸时的闸瓦与制动轮的平行度,不应该超过制动轮宽度的0.1%,否则会引起闸带于制动轮接触不均。 18.从安全方面讲:一般气焊时要注意回火、防爆炸、防火烧、放自燃现象等。 19.气焊位置5m以内不得有可燃物品。 20.启动焊机时,焊钳和焊件不得接触,以防短路。 21.焊接中若有短路现象,不允许时间过长,否则容易烧坏焊
3、机。 22.按一定顺序逐步地改变毛坯或原材料的形状、尺寸和性能,使之成为成品或半成品的过程,称为机械加工工艺过程。 23.编制工艺规程的原则。技术上的先进性。经济上的合理性。有良好而安全的劳动条件。 工艺规程是指导生产的主要技术文件。工艺规程是生产组织和管理工作的基本依据。工艺规程是新建或扩建工厂、车间的技术文件之一。编写工艺规程的步骤。1.分析零件图样。2.确定毛坯的类型和尺寸。选择定位基准和主要表面的加工方法。工件定位的方法,加工前,工件在机床或夹具中占据某一正确位置的过程称为定位。工件在机床上常用定位方法有直接找正方法还有画线找正法和夹具定位法。 24.定位基准的选择。首先根据工作定位要限制的自由度来确定定位基面的个数,然后再按基准选择的规律选择每个定位基面。 25.一般起始工序中,工件定位只能选则未加工毛坯表面,这种定位表面称为粗基准。选择粗基准有以下几个原侧:一是有不加工表面的工件,为了保证加工表面与不加工表面的相对位置要求(如平行、对称等),一般以不加工表面为粗基;二是具有较多加工表面的工件,选择粗基准时要合理分配各加工表面的加工余量;三是作为粗基准的表面应尽量平整,以便使
4、工件定位可靠,夹紧方便;四是同一尺寸粗基准,一般情况下只能使用一次, 26.因为粗基准重复定位的误差很大。 27.编写修理工艺的方法和步骤 28.按需要修理的部位,仔细研究相关图样及技术要求。根据设备所需修理内容,确定机床的拆卸工艺方法。根据零部件损坏程度,确定更换或修复的工艺方法。按修理项目确定修理的工艺过程及各修理单元的技术要求、检测方法、工时定额或验收日期等。确定修理的组织形式。 29.振动的三个基本参数和基本量的应用。振幅。频率和相位是振动的三个基本参数。 30.它是由振动频率或振动值的变化来判定的振动基本量。 31.定位误差。它是由工件在夹具中因位置不一致而引起的误差 安装、调整误差。加工方法误差。夹具设计实例。 32.机床夹具一般是由定位装置、夹紧装置、夹具体及其他装置或元件组成的。 33.数控机床的特点。柔性加工能力强。 34.精度高。效率高。劳动强度低。(主机)主要是由各种机械部分组成,包括底座床身、主轴箱、进给机构等,它是数控机床的个体。 35.(数控装置)数控装置是数控机床的控制核心,一般由一台专用计算机构成。(驱动装置)驱动装置是数控机床执行机构的驱动部件,包括主
《生产现场安全要求》由会员桔****分享,可在线阅读,更多相关《生产现场安全要求》请在金锄头文库上搜索。
2022年牛津译林版高中英语选修七Unit 2《Fit for life》(Welcome to the unit)教学设计

石灰石矿区开发建设项目地质灾害危险性评估及防治措施
消防控制室交接班记录表
东北大学21春《计算机网络》管理离线作业一辅导答案3

2021年社区卫生服务站工作计划
安全员2023工作个人总结(2篇).doc
四年级上册数学教案-8.1 不确定性|北师大版(2014秋)(6)
联通存量维系及挽留措施
高二语文雷雨节选茶馆节选练习方案
餐饮服务日常检查专项项目法律依据参照一览表
确保学生入学周教育方案
升学宴致辞集合15篇
2021会计岗个人工作计划-
幼儿园大班语言教案《悄悄话》含反思
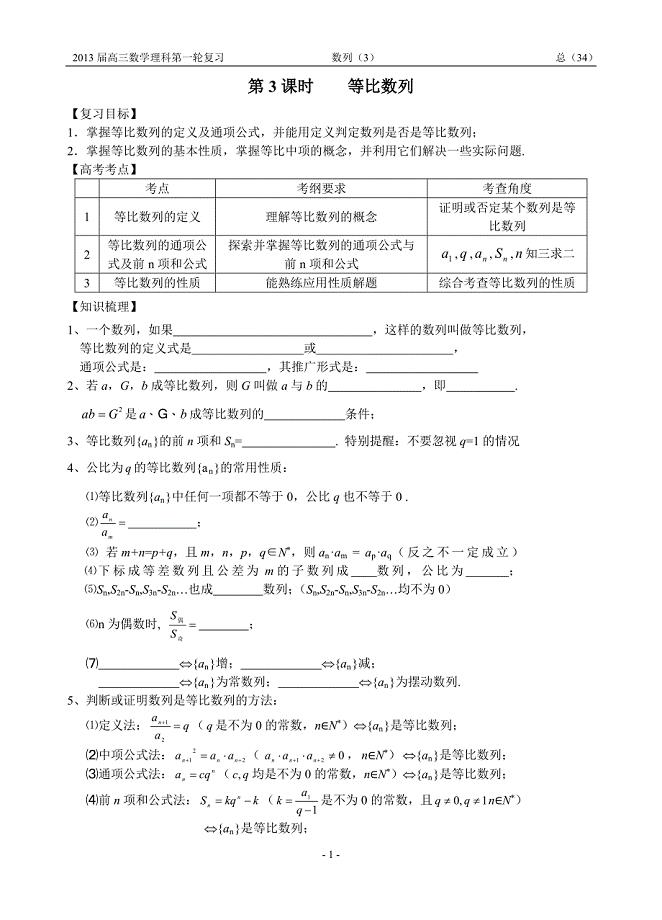
第3课时等比数列
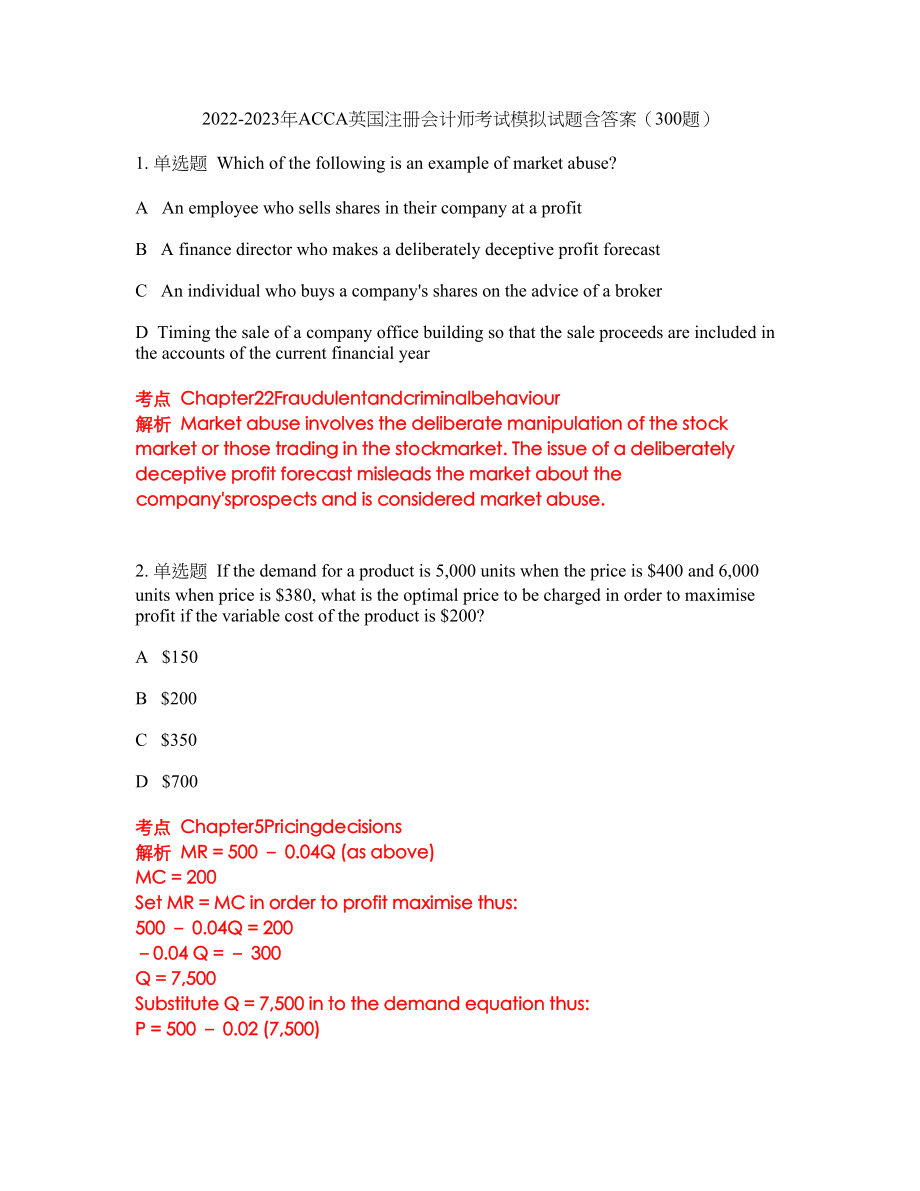
2022-2023年ACCA英国注册会计师考试模拟试题含答案(300题)套卷98
小学法制安全总结付圩小学法制教育总结
计算机网络谢希仁版答案
大班年级建构长城教案
社会福利院安全文明工程施工设计方案
 对方起诉离婚我能申请财产保全吗-
对方起诉离婚我能申请财产保全吗-
2023-03-07 2页
工厂厂长安全演讲稿5篇范文
2022-10-22 8页
品牌和品牌管理教学讲义
2023-11-14 17页
通信原理期末考试试卷一份
2022-10-06 4页
手工电弧焊触电原因
2022-12-15 1页
《红楼梦》初二读后感
2022-10-05 5页
用字母表示数知识点与练习
2023-04-11 4页
爱牙日活动方案最新版
2023-06-04 8页
DSP实现液晶显示电子日历画册
2022-12-30 30页
敦煌卷子中三种禅宗文献考辨
2023-02-02 11页