
锡槽中级培训大纲
124页
1、 绪 论在浮法工艺诞生以前,优质玻璃是通过对原片玻璃进行机械磨光的方法得到的。其工序复杂,能耗大,成品率和产量都很低。浮法玻璃以其优良的表面质量成功的取代了磨光玻璃。同时浮法玻璃具有高温快速成型的特点,玻璃析晶倾向小,可以将产量提高到熔窑的熔化能力所允许的最大限度。目前浮法生产的玻璃占平板玻璃总量的绝大部分,其它生产方法如引上法、平拉法、压延法生产的玻璃只占很小的一部分。浮法工艺最初是由英国皮尔金顿(Pilkington)兄弟公司发明的。皮尔金顿兄弟公司从1940年就开始在实验室作探索性研究,1952年开始中间试验,1953年制出浮法玻璃样品,1957年5月开始工业性生产,直到1959年才正式宣布浮法成功并获得专利权。期间的14个月生产了约10万吨废玻璃。我国的浮法玻璃研究自1959年皮尔金顿兄弟公司公布浮法专利以来就已经开始。由于当时的国际环境,我们无法从英国直接引进技术,只能立足于自主研究、开发。在国内几大玻璃研究院和设计院的参与下,于1970年在湖南株洲玻璃厂建立了中间试验线进行中试。1971年6月将洛阳玻璃厂的压延生产线进行改造,当年10月即建成我国第一条浮法生产线并成功拉制出
2、浮法玻璃。因此中国的浮法玻璃技术就被命名为洛阳浮法技术。除英国皮尔金顿浮法和中国洛阳浮法以外,还有美国PPG公司拥有独立的浮法技术,一共是三家。浮法技术自发明以后,迅速取得了玻璃生产方法的支配地位。皮尔金顿兄弟公司的第一条浮法生产线的生产能力约为150 t/d,在70年代就发展到生产能力超过700t/d,板宽最大超过5m,厚度0.5525mm。我国当年第一条浮法生产线锡槽仅25.5米长,产量不到100 t/d,使用的保护气体为还原性的半燃烧煤气。经过最近几十年的发展,尤其是上个世纪九十年代以来的高速发展阶段,目前国内的浮法生产线已超过100条,使用的保护气体均为氮气加氢气,最大的浮法生产线(如我公司浮法五线)拉引量超过700t/d,宽度超过4.5m。国内目前可稳定生产的玻璃厚度也达到119mm。我公司即将投产的浮法八线拉引量将达到900 t/d,板宽将达5m。第一篇浮法基本理论知识第一章 浮法玻璃成型原理浮法玻璃的成型是让熔融的玻璃液漂浮在与其不浸润、也不发生化学反应的金属溶液表面,依托自然水平的金属溶液上表面,在足够高的温度下,在玻璃液自身表面张力和重力的作用下自然摊平、抛光,形成光
3、洁如镜的玻璃表面。浮法玻璃的成型是在锡槽中进行的。熔融玻璃液(温度约为10501100)时流入锡槽,在锡液面上完成摊平、抛光、成型、冷却硬化的过程后,形成固态的玻璃带(温度约为600)离开锡槽,完成整个浮法成型过程。一、金属的选择之所以称为锡槽,是因为在密闭容器里面盛有一池锡液作为玻璃成型的承托介质而得来的。1、作为承托介质,必须具有以下几个条件:1)在锡槽适用温度范围(1100600)内密度大于玻璃液密度(一般取浮法玻璃的密度为2.5103 kg/m3)。2)熔点低于锡槽最低温度, 一般要求小于600。3)沸点高,蒸汽压小。沸点越高,蒸汽压越小,金属溶液就不容易蒸发,产生消耗。同时在低温部位冷凝的可能性也减少。4)与玻璃液完全不浸润。5)与玻璃液不发生化学反应。6)使用时没有毒副作用。7)容易得到,价格不能太高。在众多的金属和合金里,只有锡最适合作为浮法玻璃成型的承托介质。所以浮法生产线上就有了锡槽这座热工设备。2、锡的物理性质锡属多晶形,有三种变体:正方晶格变体,在低于13.2时稳定;四方晶格变体,在13.2161范围内存在;六方晶格变体,在161232范围内存在。变体到变体的转变
4、,称为“锡疫”,变体是松散的灰色粉末。所以锡锭的短期存放温度,我国规定是12以上。锡在1100的密度为6.368 103kg/m3,在550的密度为6.746103kg /m3,熔点为232,沸点达到2623。在1027时的蒸汽压仅为1.910-4 mmHg,几乎不蒸发。液态锡与玻璃体完全不浸润,也不发生化学反应。锡及其化合物均无毒,且容易得到。3、锡的化学性质锡在常温下氧化形成致密的SnO2薄膜,能阻止锡进一步氧化。在锡槽中常见锡的化合物有氧化锡、氧化亚锡、硫化锡、硫化亚锡。锡的氧化物和硫化物可以被C、CO和H2还原。但是锡在高温下极易与空气中的氧气反应,生成氧化锡或氧化亚锡,所以锡槽内必须保持还原性气氛,通常采用N2+H2作为锡槽的保护气体。 二、玻璃的摊平、抛光玻璃液离开流槽,自由悬落在锡液面上,进行横向伸展并向前漂移。玻璃液表面不平整,从断面上看,近似一条正弦曲线,如下图所示。 数学式表示为: Y=Asin(2x/) 其中A为振幅,为波长。在1000时,当玻璃液运动波长2.4cm时,重力起主要作用。一般把玻璃液克服机械动能,使振动波长降至2.3869cm的过程,称为摊平。所以玻
《锡槽中级培训大纲》由会员工****分享,可在线阅读,更多相关《锡槽中级培训大纲》请在金锄头文库上搜索。
第四章机车信号和列车运行超速防护系统可编辑
幼儿园“2022年元旦放假”告家长书
![[高考英语]山东省英语高考高频词汇](https://union.152files.goldhoe.com/2023-1/30/094d0fae-13dd-4012-b3fd-a86757b9c865/pic1.jpg)
[高考英语]山东省英语高考高频词汇
动漫网站策划书范文
文艺部干部辞职报告
学生会红十字会学期工作总结
2022年六年级数学上第4单元百分数单元测试卷及答案
幼儿园述职报告2篇_6530
建筑物理复习建筑热工学
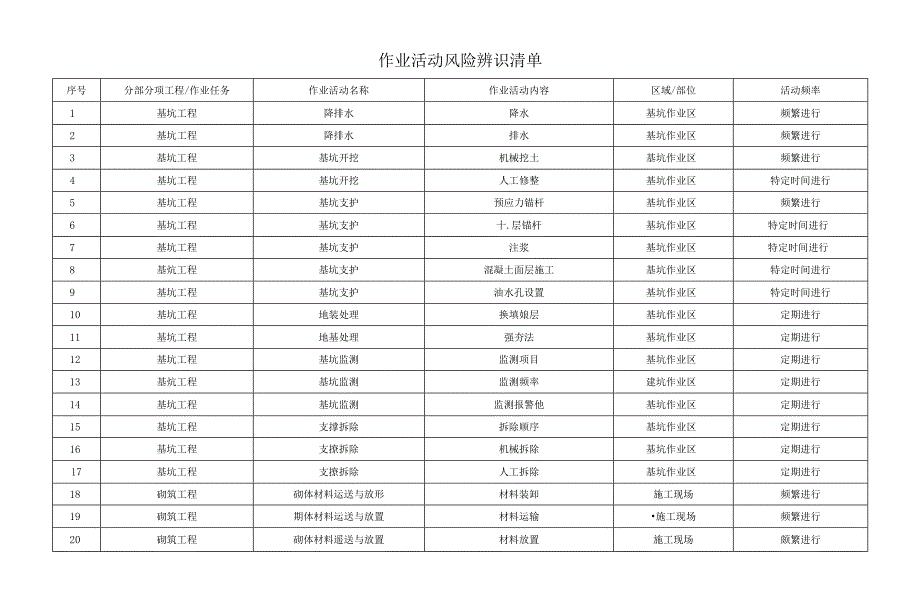
双重体系作业活动风险辨识清单

2021兴园中心“十星文明户”事迹材料
衣服评价好评_2
实用类文本冠状病毒阅读练习及答案
中考化学模拟试卷(II)
垃圾分类从你我他做起6篇
会计证考试预测题会计基础及答案

年产20万吨配合饲料生产线建设项目创业计划书写作模板
国家开放大学电大《公司财务》机考第七套真题题库及答案2
吉林大学22春《数字信号处理》离线作业二及答案参考23

新型应急通信指挥装备公司宏观营销环境(参考) (5)
 高考地理大一轮复习文档:第六章 人口的变化 章末综合提升 Word版含答案
高考地理大一轮复习文档:第六章 人口的变化 章末综合提升 Word版含答案
2022-10-10 11页
房地产开发课程设计
2022-08-14 9页
血液细胞分析仪HGB检修和调试方法Word编辑
2023-11-13 6页
九年级化学上册第一单元走进化学世界课题1物质的变化和性质馒头饼干里的写洞素材新版新人教版2022344
2023-03-30 2页
关于安全教育的工作总结
2023-08-12 36页
2022年危险化学品生产单位安全生产管理人员考试内容及考试题库含答案参考74
2023-03-16 17页
初级经济师《农业经济》资格证书考试内容及模拟题含参考答案7
2023-06-09 22页
动漫网站策划书范文
2022-12-02 9页
新宣传册方案
2022-08-24 17页
葡萄酒常见问题解答Word版
2022-11-07 13页