
钢筋闪光对焊工艺标准(4141996)典尚设计
7页
1、钢筋闪光对焊工艺标准(414-1996)范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪光一预热闪光焊。施工准备 2.1材料及主要机具:2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。常用对焊机主要技术数据见表4-20。常用对焊机主要技术数据表4-20焊机型号 UN1?0 UN1?5 UN1?00 UN2?50 UN17?50? 动夹具传动方式 杠杆挤压弹簧(人力操纵) 电动机凸轮 气椧貉?额定容量 kVA 50 75 100 150 150 负载持续率 % 25 20 20 20 50 电源电压 V 220/380 220/380 380 380 380 次级电压调节范围 V 2.95.0 3.527.04 4.57.6 4.058.10 3.87.6 次级电压调节级数 6 8 8 16 16 连续闪光焊钢筋大直径 mm 1012
2、1216 1620 2025 2025 预热闪光焊钢筋最大直径 2022 3236 40 40 40 每小时最大焊接件数 50 75 2030 80 120 冷却水消耗量 L/h 200 200 200 200 600 压缩空气压力 MPa 0.55 0.6 压缩空气消耗量 m3/h 15 5 2.2作业条件:2.2.1焊工必须持有有效的考试合格证。2.2.2对焊机及配套装置、冷却水、压缩空气等应符合要求。2.2.3电源应符合要求,当电源电压下降大于5%,小于8%时,应采取适当提高焊接变压器级数的措施;大于8%时,不得进行焊接。2.2.4作业场地应有安全防护设施,防火和必要的通风措施,防止发生烧伤、触电及火灾等事故。2.2.5熟悉料单,弄清接头位置,做好技术交底。操作工艺 3.1工艺流程:检查设备 选择焊接工艺及参数 试焊、作模拟试件 送试 确定焊接参数 焊接 质量检验 3.1.1连续闪光对焊工艺过程:闭合电路 闪光(两钢筋端面轻微接触) 连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) 带电顶锻 无电顶锻 3.1.2预热闪光对焊工艺过程:闭合电路 断续闪光预热(两钢筋端面交替接触和分
3、开) 连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) 带电顶锻 无电顶锻 3.1.3闪光一预热闪光对焊工艺过程:闭合电路 一次闪光闪平端面(两钢筋端面轻微徐徐接触) 连续闪光预热(两钢筋端面交替接触和分开) 二次连续闪光加热到将近熔点(两钢筋端面徐徐移动接触) 带电顶锻 无电顶锻 3.2焊接工艺方法选择:当钢筋直径较小,钢筋级别较低,可采用连续闪光焊。采用连续闪光焊所能焊接的最大钢筋直径应符合表4-21的规定。当钢筋直径较大,端面较平整,宜采用预热闪光焊;当端面不够平整,则应采用闪光一预热闪光焊。连续闪光焊钢筋上限直径表4-21焊机容量(kVA) 钢筋级别 钢筋直径(mm) 级 25 150 级 22 级 20 级 20 100 级 18 级 16 级 16 75 级 14 级 12 级钢筋焊接时,无论直径大小,均应采取预热闪光焊或闪光一预热闪光焊工艺。3.3焊接参数选择:闪光对焊时,应合理选择调伸长度、烧化留量、顶锻留量以及变压器级数等焊接参数。连接闪光焊的留量见图4-33;闪光椩壬凉夂甘钡牧袅考?-34。3.4检查电源、对焊机及对焊平台、地下铺放的绝缘橡胶垫、冷却水、压缩空气等,
《钢筋闪光对焊工艺标准(4141996)典尚设计》由会员ni****g分享,可在线阅读,更多相关《钢筋闪光对焊工艺标准(4141996)典尚设计》请在金锄头文库上搜索。
淮安市交通运输局公开招聘事业单位工作人员 押题卷(第9卷)
钢琴部件项目商业计划书写作模板
机械原理试题库.

2022年考博英语-东北大学考前拔高综合测试题(含答案带详解)第17期
2021年广电站个人工作总结
试验9VB数据库应用编程示例
幼儿园安全教育知识
氧气管道施工方案要点
三螺杆泵的工作原理及选型与使用注意事项
设备安全管理制度
XX镇2022年第一季度脱贫攻坚工作开展情况
中学英语疑难千问千答.
家政公司家电清洗服务创业计划书
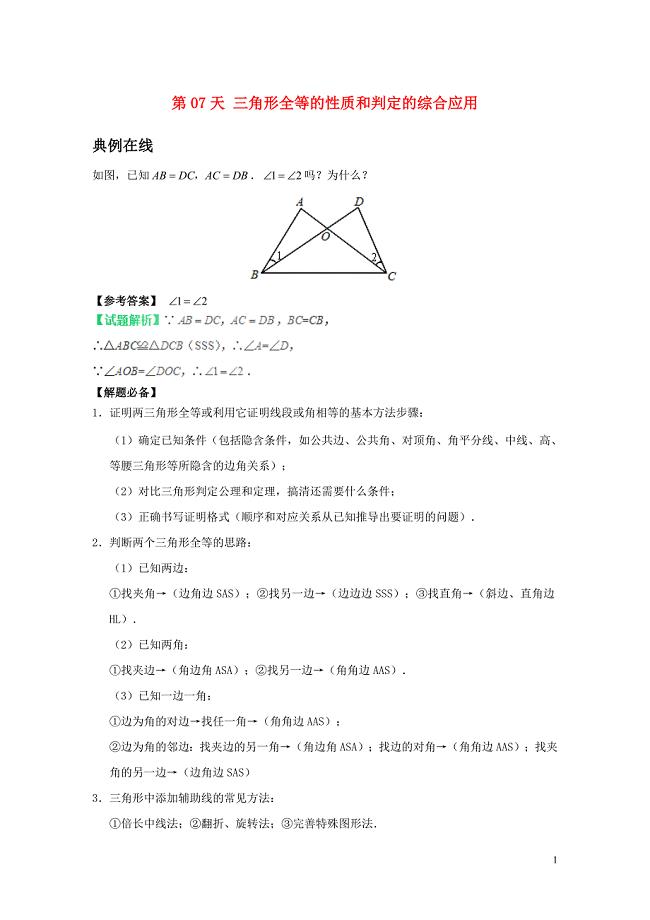
八年级数学暑假作业第07天三角形全等的性质和判定的综合应用新人教版077
交通安全综合实践活动四年级上册 教科版
镇建设美丽乡村工作总结
《红岩》读后感650字2023.doc
职业形象与礼仪规划规范规划设计书
中学整改庸懒散贪心得体会 庸懒散个人心得体会
学校教学教育工作计划
 (实用)安全自查报告范文集锦10篇
(实用)安全自查报告范文集锦10篇
2023-09-28 24页
2023年学生会部门学期工作总结11篇
2023-01-23 33页
2022员工职业规划四篇
2023-08-06 15页
幼儿园园长年终述职报告【精选汇编】
2023-10-15 28页
课堂教学录像的拍摄
2023-03-09 7页
《安全教育》心得体会模板锦集七篇
2022-11-28 15页
(可编辑)2022年教师述职范文合集5篇
2022-10-04 17页
临床学习的自我鉴定
2023-10-24 4页
2023年精选启动仪式方案4篇
2022-11-19 11页
2022最新二手车买卖合同范本
2022-07-26 16页
2022年最新征信报告详版个人信用报告本人版word可任意编辑本人版北京市西城区2022-2023八年级初二下学期期末英语试卷+答案智能数字化纺纱车间年产2万吨棉纱项目建议书写作模板-定制评奖学金个人总结7篇项目部安全总监述职述廉报告范文(11篇)16篇2024党纪学习教育心得体会(学党纪、明规矩、强党性)2024党纪学习教育严守“六大纪律”党课讲稿四篇党纪学习教育心得体会16篇(学党纪、明规矩、强党性)八篇2024党纪学习教育学党纪明规矩强党性研讨交流发言四篇2024党纪学习教育读书班交流研讨发言提纲(学党纪、明规矩、强党性)党纪学习教育研讨交流发言心得体会八篇(学党纪、明规矩、强党性)党纪学习教育“学纪、知纪、明纪、守纪”研讨交流发言【八篇】