
机械专业外文文献翻译-外文翻译--端铣削自适应切削力的模糊控制策略 中文版
5页
1、端铣削自适应切削力的模糊控制策略U. Zuperl , F. Cus, M. MilfelnerFaculty of Mechanical Engineering, University of Maribor, Smetanova 17, 2000 Maribor, Slovenia摘要这篇文章讨论了在高速端铣削时的切削力的模糊适应的控制策略。这项研究是关于运用标准计算机数字控制装置来忧化金属切削过程的整合自适应性控制。它被设计成服务于允许在刀具上对长时间复杂成形加工很有益的切削力时适应性地使切削速度最大化的控制.目的是产生一个可靠的,强有力的人工神经控制器协助自适应协调切削速度来防止过分的刀具磨损,即刀具的磨损量和保持高的排屑率。许多的仿真和实验用来肯定这个体系的功效。关键词:端铣;自适应力控制;模糊1.诸论一个CNC系统遗留下来的缺点是加工参数,如进给速度,切削速度和深度,被离线编程。加工参数通常在加工前根据编程者的经验和加工手册被选择。为了防止损害和避免加工失败。运行的条件通常被设置的很保守。结果是,有很多的CNC系统运行于远远低于忧化标准运行条件下效率差。即使加工参数在离线时通
2、过忧化计算法忧化了,在加工过程中它们也不能被协调起来。为了确保加工产品的质量,为了降低加工成本和提高加工的效率,协调实时加工的参数来符合忧化的加工标准是有必要的。由此,提供在线运行下协调的自适应控制,被有兴趣地研究起来。在我们的自适应控制系统中,不管是在切削条件下变化时,进给速度总是在线协调下来保持一个常数切削力。在这篇文章中,一个简单的模糊控制策略被在智能系统和一些运用模糊控制策略的实验性的仿真中发展起来。结果证明这个目标系统有效地控制在一般端铣削条件下的峰值切削力。力的控制运算法则已经被众多的研究者开发和评估了。被固定的增加比例积分控制器,先前是为铣削现为了一个可协调的增加比例积分控制器,在那里控制器根据变化的切削条件被协调。完整的自适应参考模拟,自适应控制装置方法最初是被Cusand Balic研究的。这些控制器被模拟和求解及实际上地被实现。两项研究发现全布三参数自适应控制器执行得比已固定的递增积分器要好。关于模糊控制系统,Huang and Lin提供了一个先驱活动的介绍性调查,另一个系统性观念被提出。模糊系统对照比例积分微分控制和模糊系统的稳定性分析及管理模糊控制在3中反映.
3、被提到。关于为铣削的自适应切削力控制很多的工作已经被做。然而,很多以前的工作把问题简单化在一个自由度运动上。这次投稿中,我们将考虑到三个自由度上铣削的切削力。文章的组成如下。第二部分主要描述全面的力控制策略。第三部分包括了CNC加工模拟1.第五部分描述了仿真/实验和目标控制计划执行的方法。最后,第六和七部分展现实验结果,结论和以后研究的建议。2.自适应模糊控制器结构一个新的在线控制计划,这个计划被称作自适应模糊控制,是通过使用模糊集合论开发的。这个方法的基本思想是合并人操作者在控制设计中的经验。这个控制策略是用公式表达成许多的规则,这些规则手工执行很简单但是对于用一般的数学运算法则来实现很困难。基于这个新的控制策略,很多复杂的过程能够标准方法似的更容易地和更精确地被控制。模糊控制的目标是保持金属切除率,能可能的高和保持切削力尽可能地接近一个给定的参照值。此外,计算任务和时间可能就像金典或者现代控制理论那样被减少。示意性的控制规则通过使用真实的实验数据被构造出。模糊自适应控制确保了连续地忧化进给速度的控制。这个控制是自动被协调到每一个特殊的切削情况。当轴的负载低的时候,系统增加切削进给到
4、或者超过预先编程的进给速度,直接导致循环周期和产品成本相当大的减少。当轴的负载高时,进给速度就被降低,以保护工作母机不损害和损坏。当系统侦测到极端的切削力时,它会自动停机来保护切削工具。它减少了一定的操作者的监督管理。在线铣削忧化的步骤次序如下:1.预编程进给速度被送到铣床CNC控制器。2.测量出的切削力被送到模糊控制器。3.模糊控制器使用输入的规则来找到(协调)忧化的进给速度,将它送回到机器。4.第一步和第三步被重复直到加工结束。自适应切削力控制器协调进给速度是基于一个测量出的峰值切削力通过布置一个进给速度超过CNC控制器在四轴上的百分比, 真实的切削速度是超过部分和已编程的进给速度。如果进给速度忧化模拟是完美的,忧化的进给速度也将总是等于参照的峰值力。在这种情况下,超出部分的正确率将是100%。为了控制器调整峰值力,力的信息必须在每个采样时间对控制运算法则是有用的。一个探测软件被用来提供这些信息。2.1一个模糊控制器的结构在模糊过程控制中,专门技术被压缩成一个根据关于人操作标准和输入输出关系的系统。运算法则是基于操作者的知识但考虑到过程编辑通过改写误差,它也包括了控制理论。 从而,
《机械专业外文文献翻译-外文翻译--端铣削自适应切削力的模糊控制策略 中文版》由会员cn****1分享,可在线阅读,更多相关《机械专业外文文献翻译-外文翻译--端铣削自适应切削力的模糊控制策略 中文版》请在金锄头文库上搜索。
六西格玛技术实施工具
医院副院长年终工作总结范文
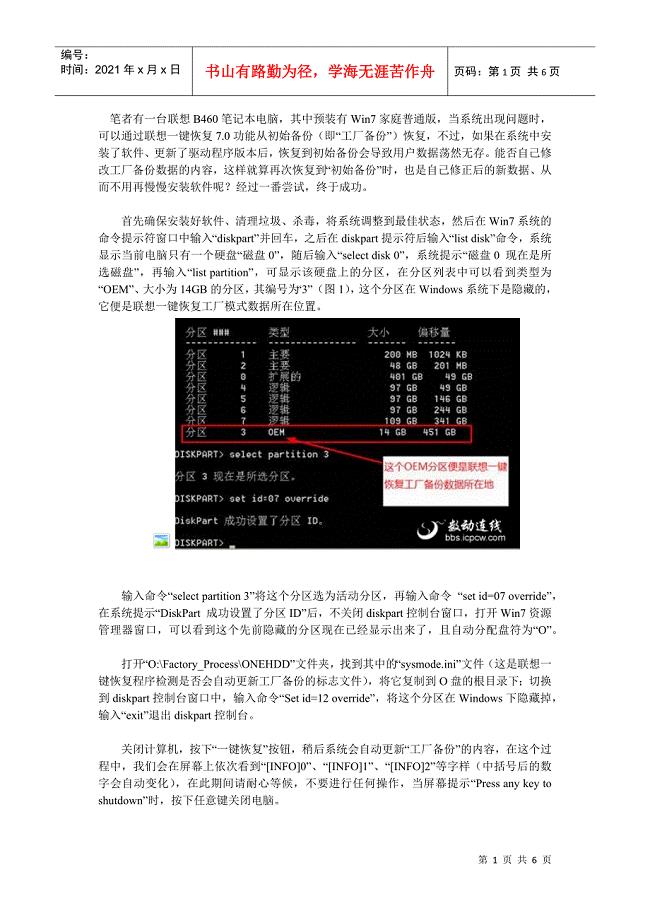
联想工厂备份

计算机电路基础电子教案
2022年商场店长个人半年工作总结范本
2023年湖北省武汉市黄陂区横店街道五村社区工作人员考试模拟题及答案

外贸业务员的实习报告汇总九篇
中外专有技术转让合同
转正工作总结方案(4篇).doc
心理学考试资料

公司授权委托合同协议书
第六届浙江省大学生多媒体作品设计竞赛初赛结果公示
技术专业系列评聘实施细则
夫妻双方自愿离婚协议参考样例13篇
教师教研个人活动总结.doc
主题班会记录登记表
世界读书日倡议书
满面春风满面春风春风满面是一个成语,意思是指笑容比喻人喜悦舒畅的表
高一年级第二个学期工作计划
客服顶岗实习报告1000字
 2023年医学生实习鉴定15篇
2023年医学生实习鉴定15篇
2023-06-26 24页
年产6 万吨家电用复合材料(PCMVCM)项目可行性研究报告
2023-06-26 104页
毕业项目论文路由器功能测试流程
2023-02-19 33页
面试志愿者的自我介绍三篇
2023-03-17 5页
有关新年主持词范本锦集7篇
2022-12-09 24页
(精选汇编)2022教师师德师风学习心得体会
2023-07-13 47页
2023年中班安全教案集锦15篇
2023-04-04 39页
【word版】语文教学工作计划范文集合6篇
2023-09-15 21页
06年批发零售业研究报告
2023-12-25 33页
房屋租赁合同(简版)_1.doc
2023-01-22 41页