
建筑钢结构工程-1000立方米球罐的无损检测方案
14页
1、1000立方米球罐的无损检测方案XX工程公司年月日1 工程概况 中国XX化工股份有限公司XXXX分公司化工厂,共建造2台1000m3丙烯球罐,球罐壁厚46mm,材质为16MnR,球罐本体总质量192.3吨/台,该工程由XXXX石油化工设计院设计,中国XXXX建设公司负责该工程的无损检测施工,为保证工程的施工质量和总体进度要求,特编制本无损检测施工技术方案。 2 编制依据:2.1 1000m3丙烯球罐施工方案2.2 压力容器无损检测JB473094标准. 2.3 监理细则3 无损检测工艺流程3.1 球罐经表面打磨和外观检查合格后,进行100%MT检测, JB473094级合格,发现缺陷后,经表面打磨,再进行MT检测;合格后,再进行100%UT检测,JB473094级合格,发现不合格缺陷后,由第二个有UT或UT级资格的人员进行确认。有不合格缺陷后,采用射线检测进行确认缺陷。返修,严格执行返修工艺,经表面打磨和外观检查合格后,进行MT和 UT检测,再进行射线检测确认合格。3.2 球壳板对接焊缝里面气刨清根后进行100%PT检验,热处理前球壳板对接焊缝进行100%MT、100%UT、100%R
2、T检验,附件垫板(角接)、 支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、 球壳板外表面电弧痕迹(表面)进行100%MT检验。支柱上段与球壳板连接(角接)进行100%PT检验。热处理后球壳板对接焊缝、 附件垫板(角接)、支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、 球壳板外表面电弧痕迹(表面)进行100%MT检验。水压试验后,球壳板对接焊缝、 附件垫板(角接)、 支柱上段与支柱下段(对接)、组装方帽、吊耳痕迹(表面)、 球壳板外表面电弧痕迹(表面)进行100%MT检验。无损检测实施范围 表 1焊接部位名 称接头形式检验方法检验时间备 注ABCD球壳板对接100%PTA反面气刨清根后B热处理试验前C热处理试验后D水压试验后100%MT内壁荧光100%MT外壁黑磁粉100%RT100%UT附件垫板角接100%MT支柱上段与球壳板连接角接100%PT支柱下段与支柱上段对接100%MT组装方帽、吊耳痕迹表面100%MT球壳外表面电弧痕迹表面100%MT4 无损检测 4.1 无损检测人员应有相应的上岗操作证,取得II级以上证书的人员方可填写和签发报告。无损检测人员请见附表。
3、 4.2 无损检测至少在焊接完后24h进行。 4.3 RT检测底片有清晰的编号,并与球罐位号、焊缝编号相对应。底片的有效长度为250mm。底片的有效评定区域之间应相互衔接,RT的质量不低于AB级。 4.4 无损检测应严格按压力容器无损检测JB4730-94的要求执行。 5 焊缝返修 5.1 焊缝返修应挑选优秀焊工承担。 5.2 焊缝缺陷应用碳弧气刨进行清除打磨、检查、焊接,气刨清除缺陷的刨槽长度不应小于50mm,刨槽深度从球壳板表面算起,不应超过板厚的23。超过时,应在该状态下进行刨槽的打磨、检查、焊接,然后在其背面再次刨除缺陷,并重新打磨、检查、焊接。 5.3 焊缝返修时各项焊接工艺参数与正式焊接工艺要求相同,返修部位及工艺参数要做好详细记录。 5.4 同一部位,焊缝返修次数不应超过2次,需要2次返修时应经焊接责任工程师批准。超过2次以上返修时应经总工程师批准。 5.5 取除临时附件产生的凹痕、电弧引起的弧坑以及打磨深度等超过规定深度的缺陷,均应进行补焊,工艺要求按方案之中的焊接工艺卡。当补焊深度超过3mm时,应增加RT检测 。 所有表面补焊均采用回火焊道法施焊,补焊面积不大于50c
《建筑钢结构工程-1000立方米球罐的无损检测方案》由会员文**分享,可在线阅读,更多相关《建筑钢结构工程-1000立方米球罐的无损检测方案》请在金锄头文库上搜索。
2024北京朝阳初二(上)期末生物试卷含答案
2020年-2022年北京初二一模地理试卷汇编:主要河流和湖泊
2022年北京初二一模地理试卷汇编:认识区域

2020年-2022年北京初二一模地理试卷汇编:自然环境
2022年北京初二一模地理试卷汇编:居民和聚落
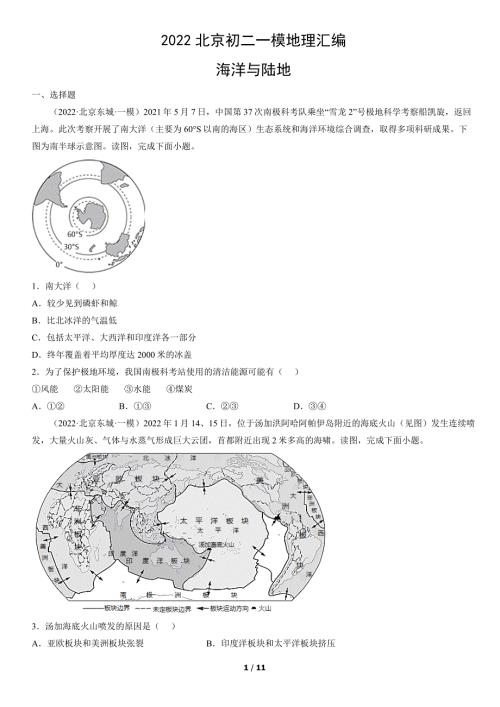
2022年北京初二一模地理试卷汇编:海洋与陆地
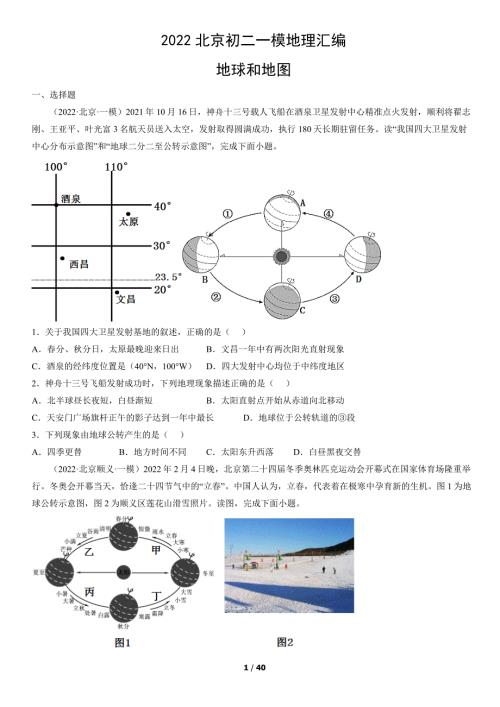
2022年北京初二一模地理试卷汇编:地球和地图
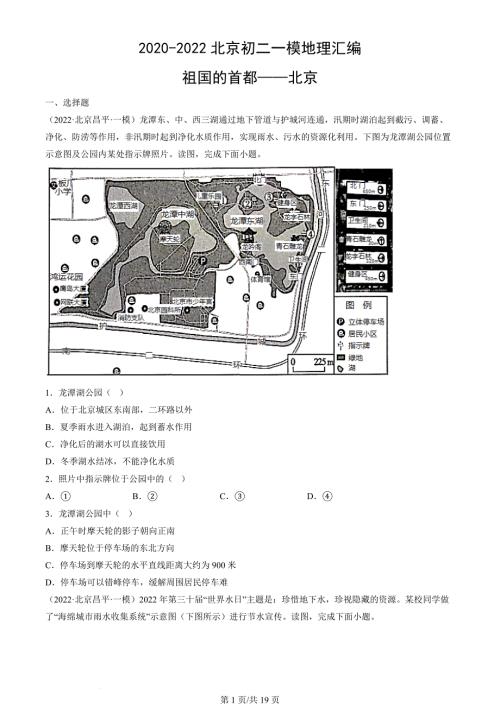
2020年-2022年北京初二一模地理试卷汇编:祖国的首都——北京
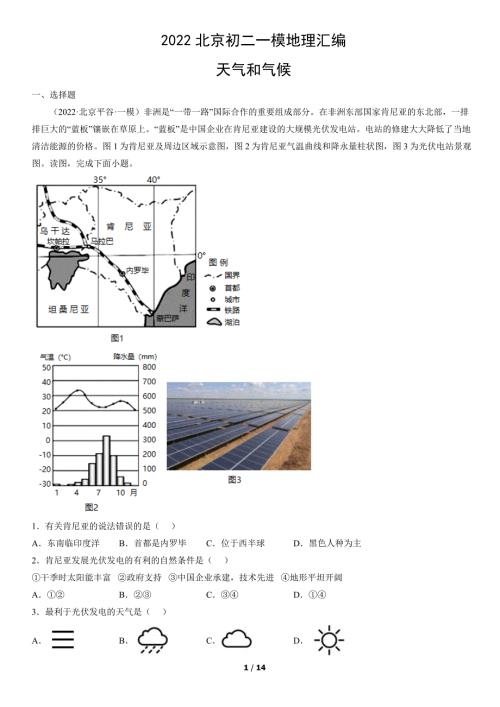
2022年北京初二一模地理试卷汇编:天气和气候
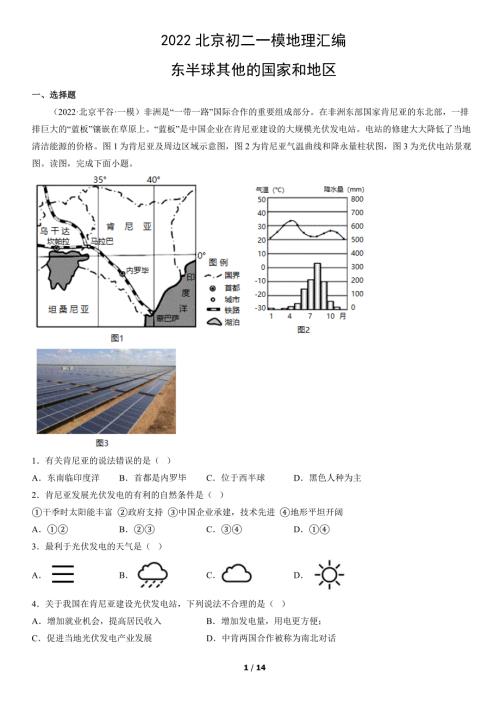
2022年北京初二一模地理试卷汇编:东半球其他的国家和地区
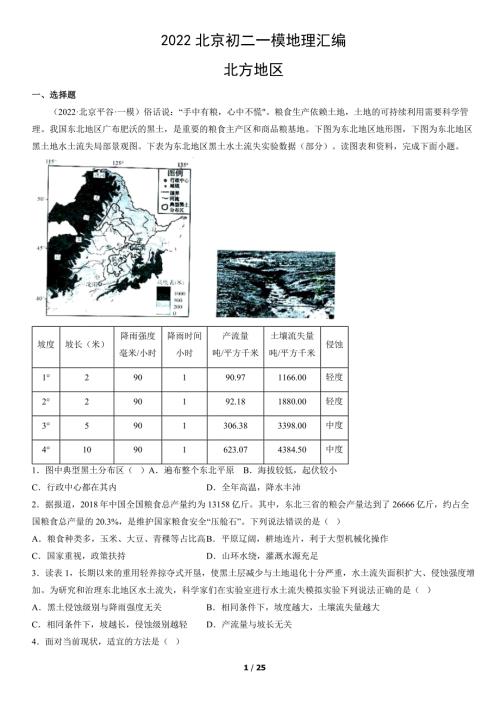
2022年北京初二一模地理试卷汇编:北方地区
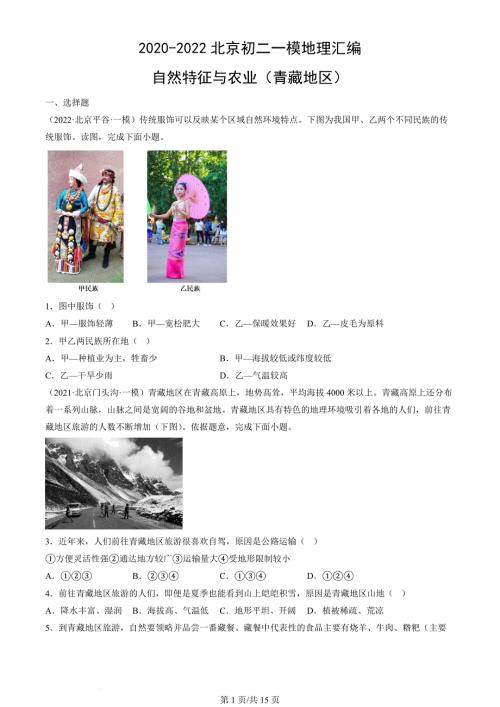
2020年-2022年北京初二一模地理试卷汇编:自然特征与农业(青藏地区)
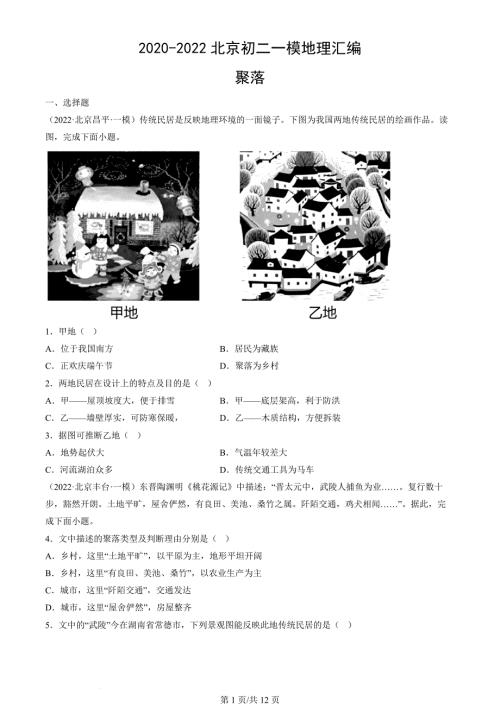
2020年-2022年北京初二一模地理试卷汇编:聚落

2022年北京门头沟初二一模地理试卷及答案
2020年-2022年北京初二一模地理试卷汇编:世界的气候
2020年-2022年北京初二一模地理试卷汇编:撒哈拉以南非洲
2020年-2022年北京初二一模地理试卷汇编:南极地区和北极地区
2020年-2022年北京初二一模地理试卷汇编:人口和民族

2020年-2022年北京初二一模地理试卷汇编:青藏地区
2020年-2022年北京初二一模地理试卷汇编:交通运输业的发展
 工程施工方案编写过程详解
工程施工方案编写过程详解
2024-05-29 4页
工程施工方案写作指南(范文2篇)
2024-05-29 9页
隧道预留变形量的施工方案
2024-05-29 4页
精确加气块施工技术交底
2024-03-06 9页
文物保护项目复建、修缮工程施工组织设计
2024-01-25 132页
35KV变电所附属工程施工方案
2023-12-25 16页
320KA电解槽焊接与变形控制
2023-12-05 6页
320KA电解槽槽壳组装施工方案
2023-12-05 6页
10KV总配电气安装施工方案
2023-11-29 9页
预应力工程(后张法)施工方案(方案模板)
2023-11-16 20页