
管道制作安装及试压方案
7页
1、电解车间压缩空气管道制作安装及试压方案 编 制: 审 核: 审 批:一、工程概况电解车间压缩空气管网是为电解槽打壳下料系统提供气源的主管道,采用闭环式供气管路,沿混凝土柱子敷设,主要为焊接和法兰连接。槽上空气配管主要是控制槽上打壳下料系统的控制管路,主要采用螺纹连接,共56台。本工程的特点是:压缩空气管道焊接质量要求高,同时在施工时还应做好管路系统的绝缘;槽上空气配管主要采用螺纹连接,阀门、管件等数量较多,所以对螺纹质量要求较高;整个系统的洁净度要求较高,所以系统在安装完毕后,应做好系统的吹扫工作。二、管道安装施工工艺施工准备材料及制品检验管道支架制安管道预制管道防腐管道及附件安装系统试压及及吹扫油漆补口验收交工。槽上空气配管及气控柜安装,应先制作一台样槽,经业主及监理验收评定合格后再进行批量安装。三、施工方案3.1 施工准备3.1.1与土建配合部分核对管道吊、支架预埋件是否与设计相符。核对穿越楼板的预留孔洞是否与设计相符。与土建单位核实水准控制点,并做好保护,以备管道安装确定高程。3.1.2与设备安装配合槽上空气配管应在气缸和定容下料器安装就位以后进行配制,与气控柜相连应在气控柜安装
2、就位后进行。3.1.3技术准备组织施工人员认真熟悉施工图纸及设计文件,领会设计意图,熟悉现场情况。编制施工方案,进行施工技术交底。3.1.4 材料准备按图及工序提出材料计划,材料部门备料;对已到货材料按型号、规格、数量、材质等检查报验,合格后运至操作区以备施工。3.1.5人员准备特殊施工人员需持证上岗,并应经现场培训考试。施工人员进场前应进行安全教育,承诺保证工程质量达到优良、精品,遵守现场安全制度和文明施工管理制度。3.2 材料及制品检验3.2.1材料及制品检验本工程中的全部管道、管件、管道附件、密封材料及油漆、防腐材料均应具有出厂合格证,且符合国家现行有关标准。材料及制品到场后应立即进行外观检查并报验,合格后分类存放,并应有明显标识。3.2.2阀门检验本工程中安装的全部阀门均需进行外观检查。检查主要要求:阀门的各部件不允许有裂纹、气孔、沙眼、浇铸不足等缺陷;密封面不得有任何缺陷;阀门动作灵活、开启方便。3.2.3支架制安图中已标明的按图纸施工。图中未标明确而需现场确定的按相关标准图集选定;管道支架制作采用机械切割和气割相结合,切割完毕后应用砂轮磨光机打磨净切口毛刺、熔渣等,支架各部
3、件之间的焊接应为满焊。支架的钻孔采用钻床钻孔,可少量采用火焰切割孔,气割孔后应清除熔渣,保证接触面平整,以便固定牢靠。工程中主要可采用如下固定形式的支架:焊接固定、膨胀螺栓固定、包柱式,在有条件的情况下,尽量采用焊接固定。支架安装时应根据设计要求,定出管支架的轴线位置,根据管道标高和设计坡度计算出支架顶面标高,焊接安装。 3.3管道焊接车间管网主要采用焊接连接,所以焊接为此项工程控制的重点。11.6.1焊接方式及焊材选用管道系统采用手工电弧焊,焊接层数23层,采用交直两用电焊机,焊条采用J422型;除全部外观检查外,焊缝强度检查通过系统压力试验进行。3.4焊接要求3.4.1焊工应经培训、考试持证上岗。3.4.2大口径及壁厚在6mm以上的管道均需开坡口,焊前应清除坡口两侧20mm范围内的油、锈、水、土、灰尘等;对口的内壁错边量不大于管壁厚的10,且不得大于1mm。3.4.3第一道焊缝必须焊透,并不得烧穿,应有内凹表面,单面焊双面成型,保证应有的加强高度。3.4.4多层焊时,各层引弧点和熄弧点应错开,每一层焊缝焊处至少错开20mm或300角;移动焊时相邻两层焊缝方向要相反;在下一层焊前,必
4、须将上一层的焊渣及金属飞溅物清除干净,并经过外观检查合格后才允许进行下一层焊接,严禁一次堆焊而成。3.4.5管道接口的焊接应考虑焊接操作顺序,防止受热集中而产生内应力,焊口应自然冷却,不得用水急冷强冷。3.5焊口质量检查管道焊口必须对焊缝进行外观检查。检查前,应将妨碍检查的渣皮、飞溅物清理干净,主要检查表面成型、咬边量、表面加强高、裂纹等,执行GB50236-98规范。3.6管道安装3.6.1管子切割管子尽量采用砂轮切割机或车床切割,管径较大时,可用氧-乙炔切割,切割后应用砂轮磨光机清除净端面毛刺、熔渣。3.6.2弯管制作安装本工程中主要采用冲压弯头,弯曲半径R=1.5Dw,需现场煨弯的小管,采用冷弯,弯曲半径R4.0Dw(管子外径).有缝管弯曲时应注意其纵向焊缝弯曲后的质量,弯曲的椭园率应不超过8。3.6.3法兰安装法兰连接需保证平行及同轴,不得用强紧螺栓的方式消除歪斜,并保证螺栓的自由穿入,法兰安装采用90角尺检查,法兰螺栓紧固应分23次完成,采用对角紧固。3.6.4螺纹连接本工程中的槽上配管采用螺纹连接,螺纹采用锥形管螺纹,采用套丝机进行螺纹加工,加工的螺纹应完整、光滑、无断丝、
《管道制作安装及试压方案》由会员心***分享,可在线阅读,更多相关《管道制作安装及试压方案》请在金锄头文库上搜索。
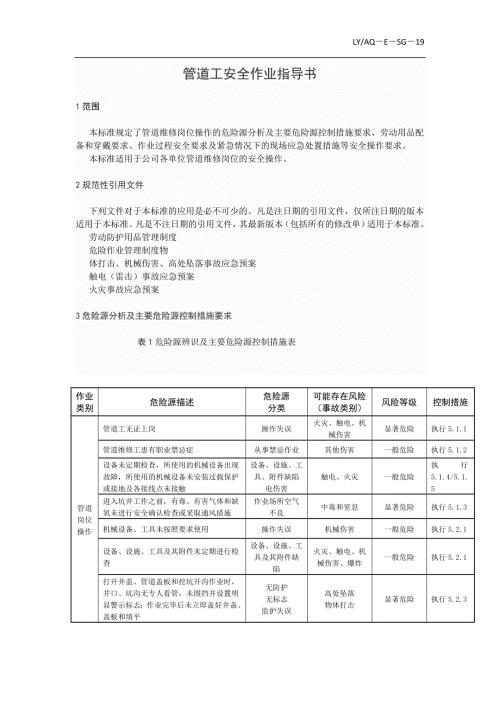
LYAQ-E-SG-19 管道工安全作业指导书
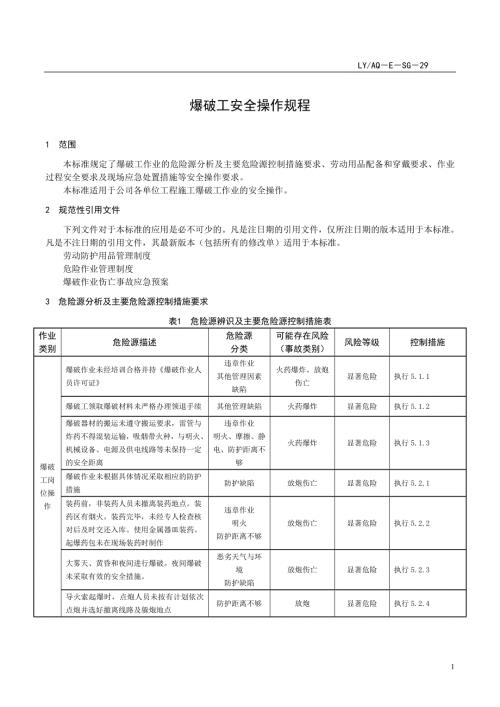
LYAQ-E-SG-29 爆破工安全操作规程
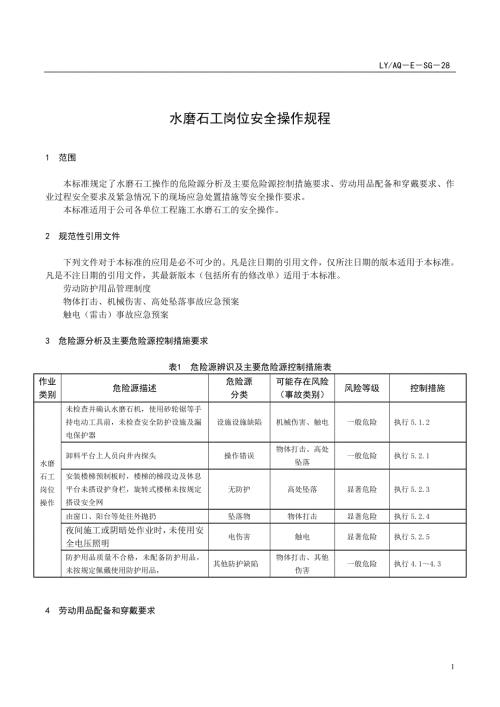
LYAQ-E-SG-28 水磨石工岗位安全操作规程
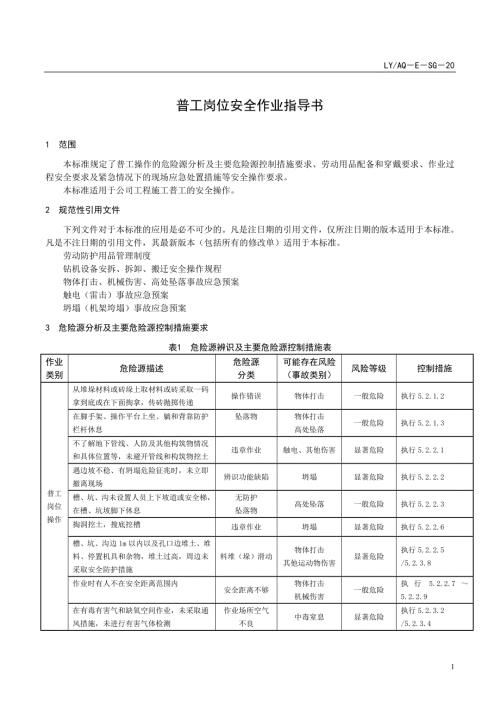
LYAQ-E-SG-20 普工安全作业指导书
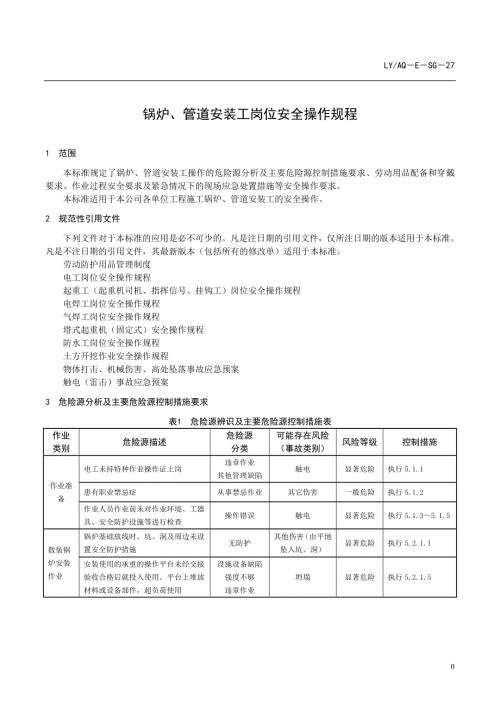
LYAQ-E-SG-27 锅炉、管道安装工岗位安全操作规程
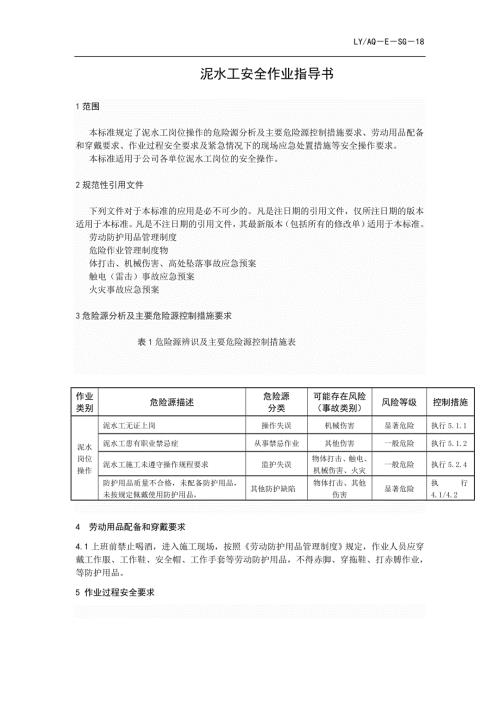
LYAQ-E-SG-18 泥瓦工安全作业指导书
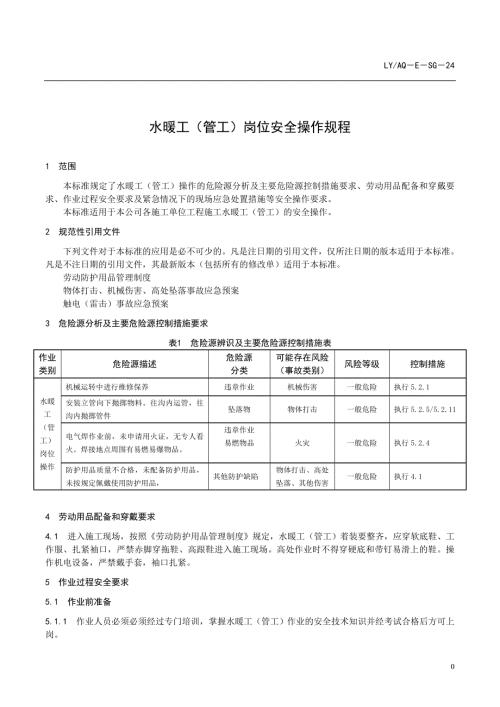
LYAQ-E-SG-24 水暖工(管工)岗位安全操作规程
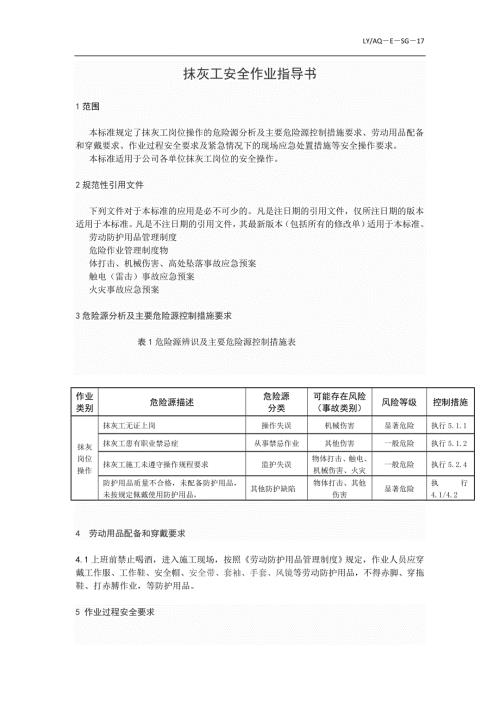
LYAQ-E-SG-17 抹灰工安全作业指导书
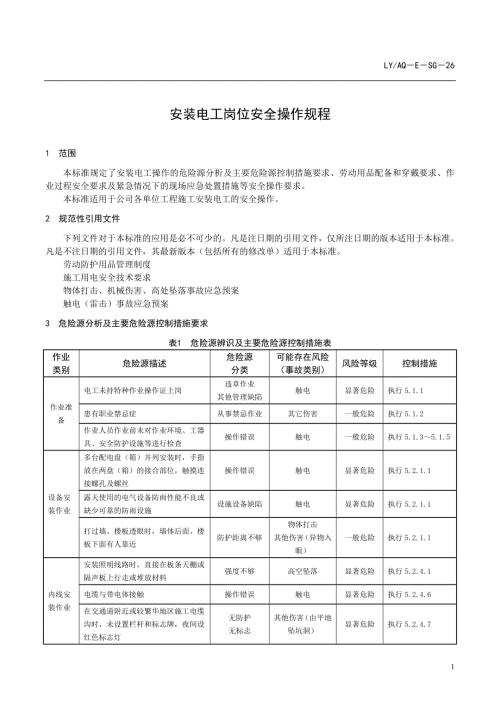
LYAQ-E-SG-26 安装电工岗位安全操作规程
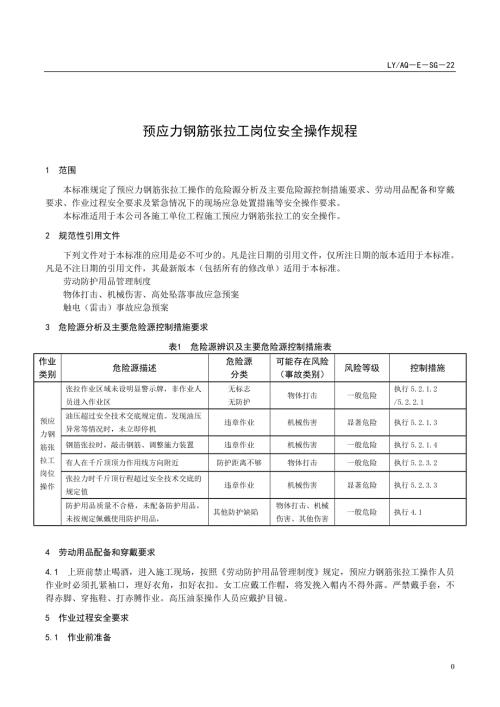
LYAQ-E-SG-22 预应力钢筋张拉工岗位安全操作规程
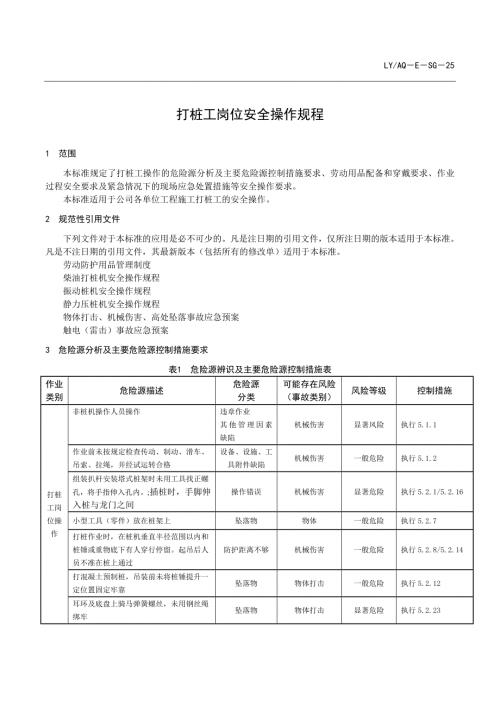
LYAQ-E-SG-25 打桩工岗位安全操作规程
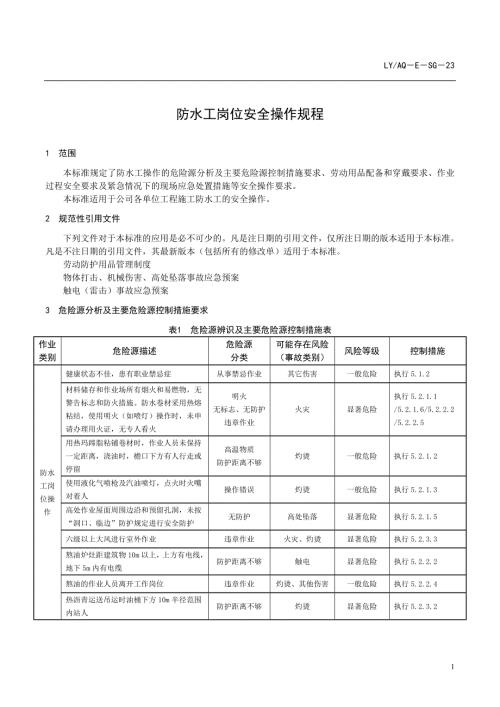
LYAQ-E-SG-23 防水工岗位安全操作规程
LYAQ-E-SG-21 测量作业人员岗位安全操作规程
LAQ-E-KS-26 绞车工安全作业指导书
LAQ-E-KS-09 放矿工安全作业指导书
LAQ-E-KS-10 水泵工安全作业指导书
LAQ-E-KS-04 支护工安全作业指导书
LAQ-E-KS-12 压风工安全作业指导书---
LAQ-E-KS-07 喷浆混凝土支护工安全作业指导书
LAQ-E-KS-11 卷扬机工安全作业指导书
 精确加气块施工技术交底
精确加气块施工技术交底
2024-03-06 9页
文物保护项目复建、修缮工程施工组织设计
2024-01-25 132页
35KV变电所附属工程施工方案
2023-12-25 16页
320KA电解槽焊接与变形控制
2023-12-05 6页
320KA电解槽槽壳组装施工方案
2023-12-05 6页
10KV总配电气安装施工方案
2023-11-29 9页
预应力工程(后张法)施工方案(方案模板)
2023-11-16 20页
桩基施工方案(优质工程)
2023-11-16 39页
施工电梯基础专项施工方案(方案模板)
2023-11-16 15页
塔吊定位及基础(安全专项)施工方案编制、审核要点
2023-11-16 2页
2024年春江苏开放大学机械设计第3次作业答案2024年春江苏开放大学机器学习形考作业二答案2024年春江苏开放大学测试技术综合性大作业答案2024年春江苏开放大学python程序设计形考作业1答案实验报告2024春国开形势与政策大作业参考答案 二2024年春季国家开放大学《形势与政策》形成性考核作业参考答案2024春国开《教育法学》形考作业1至4试题国家开放大学2023秋《个人理财-厦门》大作业参考答案国家开放大学《 生产与运作管理》形考任务1-5参考答案2024年春国家开放大学《形势与政策》形考作业参考答案二2024年春国开《法治思想概论》形考作业参考答案国家开放大学《市场营销学》形考任务1-4参考答案