
索雷工业维修滑履磨主减速机轴承室全过程
2页
1、索雷工业维修滑履磨主减速机轴承室全过程 关键词:滑履磨,主减速机,轴承室磨损修复,碳纳米聚合物材料,索雷工业 减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩。一般用于低转速大扭矩的传动设备,把电动机、内燃机或其它高速运转的动力通过减速机的输入轴上的齿数少的齿轮啮合输出轴上的大齿轮来达到减速的目的,普通的减速机也会有几对相同原理齿轮达到理想的减速效果,大小齿轮的齿数之比,就是传动比。索雷工业在线修复滑履磨主减速机轴承室磨损的技术 索雷工业碳纳米聚合物材料修复技术是利用碳纳米聚合物材料特有的机械性能和针对性的修复工艺在线修复电机等大型轴类的磨损。其优点是粘结力好,良好的抗压性能、抗磨损性能及具备金属所具有的弹性变形等综合力学性能实现在线修复,修复效率高,不需要对设备大量拆卸,一般情况下8小时内完成修。索雷工业碳纳米聚合物材料类似一种冷焊技术,在线修复过程中不会产生高温,很好的保护设备本体不受损伤,且修复过程中不受轴单边磨损量的限制。碳纳米聚合物材料使用过程中不会产生金属疲劳磨损,在设备正常维护保养的前提下,其修复后使用寿命甚至高于新部件的使用寿命。综上所述,索雷工业碳纳米聚合
2、物材料修复高温风机轴磨损方面具有修复效率高,可实现在线修复,综合修复成本低,给企业设备维修维护方面提供有力的解决方案,大大降低企业的生产成本。索雷工业在线修复滑履磨主减速机轴承室磨损的步骤1. 根据轴颈磨损部位情况加工单边或双边(前轴肩/后轴肩)定位对开工装,工装采用厚壁钢管或圆钢制作,壁厚应保证有足够强度和刚度,确保不会产生变形;两侧要有连接螺孔、定位销孔和排料槽;2. 做好施工前的准备工作,如工具、材料及需更换的备品备件;3. 用乙炔枪烘烤渗入磨损部位表面的油脂,至油脂碳化;4. 用喷砂或电动工具将修复部位打出金属本色,用无水乙醇彻底清洗干净。确保表面干净、干燥、粗糙、结实;5. 空试工装,检查配合情况。 工装空试无问题后用无水乙醇将工装内表面擦拭干净后,涂刷索雷SD7000专用脱模剂,避免不必要的粘结;6. 按体积比2:1调和索雷碳纳米聚合材料SD7101H,反复搅拌至颜色均匀一致,没有色差,气温低时,要用碘钨灯加热材料,以便于调和;7. 在轴颈划伤部位表面及工装内壁涂抹材料,涂抹时先在修复部位表面薄薄涂抹一层材料,并反复刮压,把材料压进表面上的每一个微孔,以确保粘接;获得最佳填充效果并确保有多余的材料被挤出;8. 固化;环境温度24时拆卸工装时间不少于6小时;材料达到机械性能不少于24小时,但温度每提高11固化时间缩短一半。如果达到最佳性能建议60-80环境下后固化至少2-4小时。注意不可用明火直接接触材料,且加热温度不得超过材料最高承受温度,不要让材料温度与基材温度相差太大,避免骤升骤降;9. 拆卸工装;拆卸过程中注意不要用力敲击,以免材料受损。从排料孔挤出的材料用锯条、磨光机或锉刀、砂纸等工具去除,决不允许敲击材料或用手掰;10. 按顺序并采用热装配方式进行零部件装配。索雷工业碳纳米聚合物材料修复技术现场应用案例 滑履磨主减速机:输出轴上部轴承室磨损,磨损宽度40mm,磨损深度0.5-1mm。 修复工艺简单:以未磨损的面为基准,采用工装工艺进行现场修复。
《索雷工业维修滑履磨主减速机轴承室全过程》由会员淄博****维修...分享,可在线阅读,更多相关《索雷工业维修滑履磨主减速机轴承室全过程》请在金锄头文库上搜索。
增压风机轴承位磨损现场是如何快速修复的?
单辊破碎机主轴磨损你能解决吗?
破碎机主轴磨损为何选择索雷碳纳米聚合物材料技术
减速机渗漏油修复你选择什么技术现场施工?
在线如何修复罗茨风机轴承位磨损?
皮带机轴承位磨损在线修复的工艺步骤及案例
电机轴承位磨损在线修复技术及案例
现场修复重齿减速机轴承室磨损
辊压机轴及轴承座磨损现场修复步骤案例
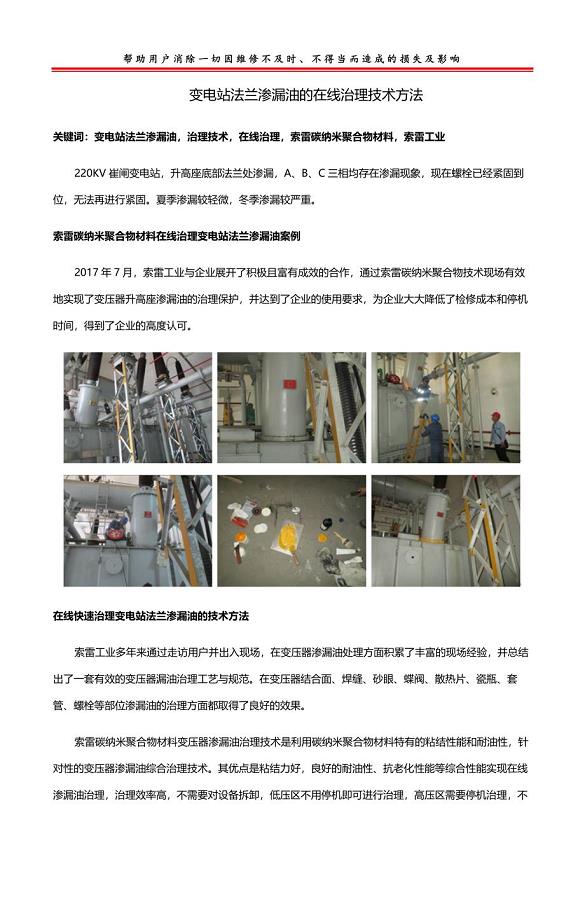
变电站法兰渗漏油的在线治理技术方法
烘缸轴头磨损现场修复技术及工艺案例
辊压机扭力支撑孔磨损在线修复过程
脱硫泵泵壳冲刷磨损维修保护技术
煤气管道泄漏还在采用焊接吗?
如果减速机轴承位磨损选择找索雷工业
电机轴磨损修复方法技术对比
导辊轴头磨损在线修复技术工艺及步骤

工装工艺在线修复风机轴承位磨损案例
索雷技术为什么能够修复矿井吸水泵高压电机轴承位磨损?
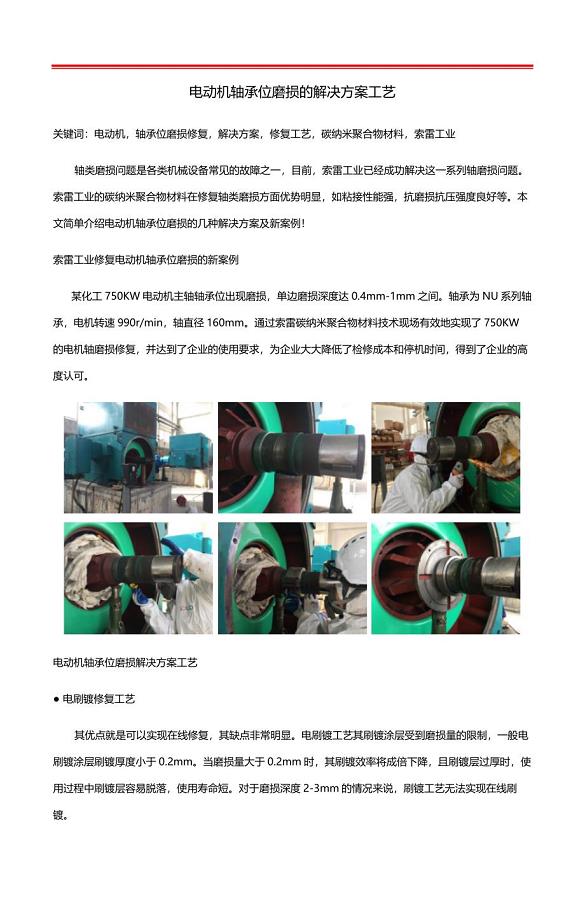
电动机轴承位磨损的解决方案工艺
 23795-200_rm Study on application layer support for V2X services;
23795-200_rm Study on application layer support for V2X services;
2022-11-13 78页
TR 22.872 V2.0.0 (2018-05) Study on positioning use cases
2023-11-13 74页
TR 36.885 V2.0.0 (2016-05) Study on LTE-based V2X Services
2022-08-30 0页
TS 22.186 V16.1.0 (2018-12) Enhancement of 3GPP support for V2X scenarios
2023-07-15 18页
TR 26.985 V0.8.6 (2019-01) Vehicle-to-everything (V2X) Media handling and interaction
2024-02-16 20页
TS 29.388 V1.0.0 (2017-03) V2X Control Function to Home Subscriber Server (HSS) aspects (V4);
2023-05-03 27页
TR 22.886 V16.2.0 (2018-12) Study on enhancement of 3GPP Support for 5G V2X Services
2023-04-09 76页
TS 22.185 V1.0.0 (2016-02) TechService requirements for V2X services
2023-06-20 10页
TR 23.786 V1.0.0 (2018-12) Study on architecture enhancements for EPS and 5G System to support advanced V2X services
2023-02-01 109页
TR 38.885 V1.0.2 (2019-02) NR Study on Vehicle-to-Everything
2022-11-15 25页