
机加工解决伺服电机和减速机轴磨损问题
2页
1、机加工解决伺服电机和减速机轴磨损问题关键词:伺服电机轴磨损,减速机轴磨损,修复步骤,修复案例,碳纳米聚合物材料,索雷工业 某企业 M4 伺服电机(德国 SSB)和减速机轴安装同步带轮的位置出现磨损,同步带轮材质为铝,因此需要约半年的时间更换一次带轮。带轮与轴采用键连接传递扭矩。由于经常拆卸的原因和维护保养不到位等因素,导致减速机轴和电机轴键槽均出现磨损,电机轴磨损尺寸为 0.02mm,减速机轴磨损尺寸为0.2mm。电机轴和减速轴的直径为 19mm,且磨损不均匀,转速 1460r/min。因为设备为德国进口设备,所以备件更换比较困难,一般采购新部件需要 6 个月以上的时间,且德国厂家不对外受备件,而是整体销售减速机和电机套装的方式,采购成本约为 20 万,大大增加企业的维修维护成本,而且较长的采购周期也大大制约了企业的生产。综上所述,企业设备管理部门必须找到最佳解决方式来解决设备维修问题,且具有周期短、维护费用低、效率高、使用寿命长等特点。因此因此企业通过网络平台找到索雷工业,并对索雷的修复方案进行探讨,符合企业设备维护要求。在此背景下,2017 年 10 月底,索雷工业前往企业进行指导
2、性修复,将索雷工业轴类修复技术教于企业维修人员,并且还进行了其它大型轴类的工作。整个修复过程顺利进行,企业设备维修人员也掌握了一门技术,增加了设备维护的手段措施。机加工现场修复伺服电机轴和减速机轴磨损案例图片(1)SSB 伺服电机轴磨损修复: (2)SSB 减速机轴磨损机加工修复现场:索雷工业关于 SSB 伺服电机和减速机轴磨损修复步骤(1)现场测量伺服电机轴和减速机轴的磨损尺寸,电机轴磨损 0.02mm 左右,减速机轴磨损 0.2mm;(2)电机轴的修复采取的措施是部件对应关系修复,即直接涂抹材料安装带轮;(3)减速机轴采取的是机加工修复工艺;(4)减速机轴整体先车削掉 1.5mm,然后表面车削粗糙;(5)调和索雷 SD7104 碳纳米聚合物材料涂抹至轴的表面;(6)材料固化后在车床上车削出标准尺寸;(7)在铣床重新铣出先键槽;(8)再次调和 SD7104 材料,薄薄涂抹一层,带轮孔表面和键表面涂抹一层脱模剂,直接将带轮和键安装到位。综上所述,索雷工业碳纳米聚合物材料在修复轴类磨损具有效率高,操作简单,使用寿命长,综合费用低等特点,给企业设备维修维护方面提供有力的解决方案,大大降低企业的生产成本。
《机加工解决伺服电机和减速机轴磨损问题》由会员淄博****维修...分享,可在线阅读,更多相关《机加工解决伺服电机和减速机轴磨损问题》请在金锄头文库上搜索。
增压风机轴承位磨损现场是如何快速修复的?
单辊破碎机主轴磨损你能解决吗?
破碎机主轴磨损为何选择索雷碳纳米聚合物材料技术
减速机渗漏油修复你选择什么技术现场施工?
在线如何修复罗茨风机轴承位磨损?
皮带机轴承位磨损在线修复的工艺步骤及案例
电机轴承位磨损在线修复技术及案例
现场修复重齿减速机轴承室磨损
辊压机轴及轴承座磨损现场修复步骤案例
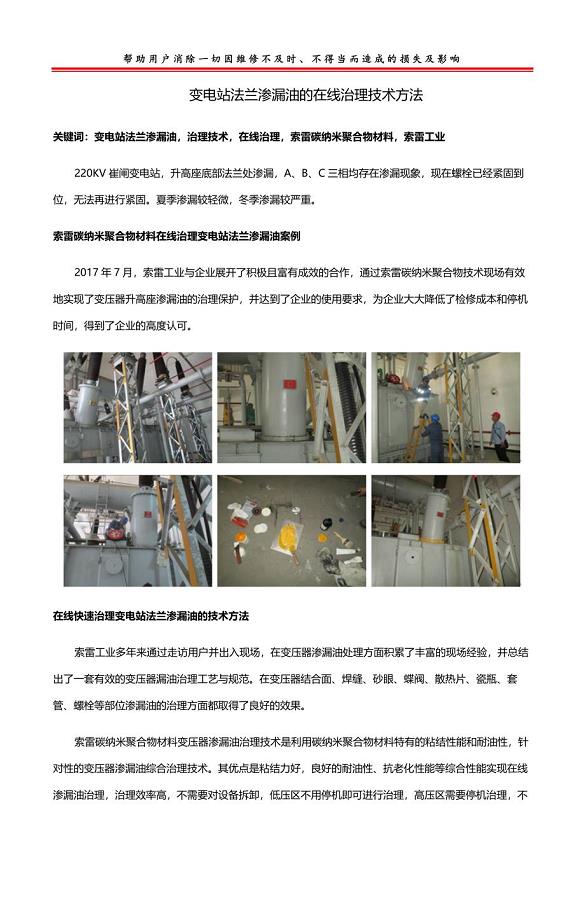
变电站法兰渗漏油的在线治理技术方法
烘缸轴头磨损现场修复技术及工艺案例
辊压机扭力支撑孔磨损在线修复过程
脱硫泵泵壳冲刷磨损维修保护技术
煤气管道泄漏还在采用焊接吗?
如果减速机轴承位磨损选择找索雷工业
电机轴磨损修复方法技术对比
导辊轴头磨损在线修复技术工艺及步骤

工装工艺在线修复风机轴承位磨损案例
索雷技术为什么能够修复矿井吸水泵高压电机轴承位磨损?
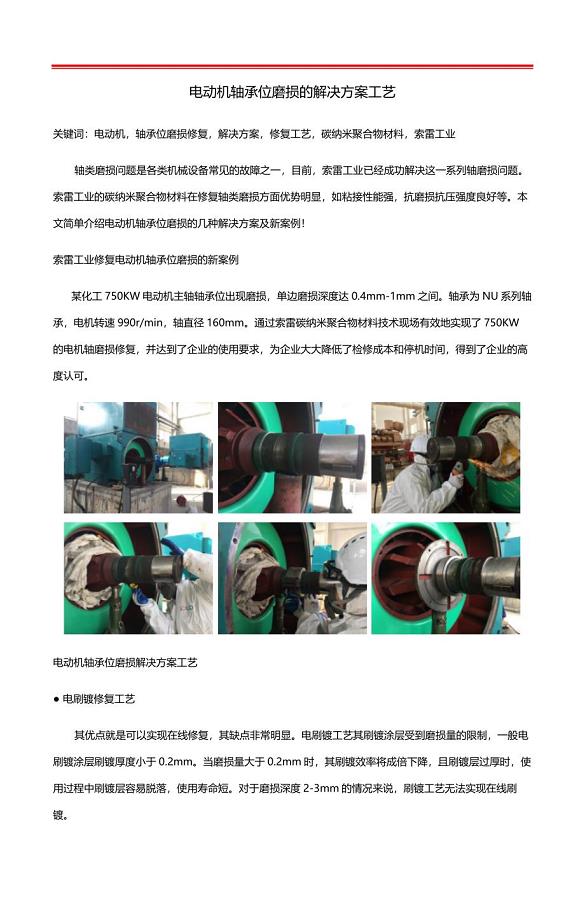
电动机轴承位磨损的解决方案工艺
 23795-200_rm Study on application layer support for V2X services;
23795-200_rm Study on application layer support for V2X services;
2022-11-13 78页
TR 22.872 V2.0.0 (2018-05) Study on positioning use cases
2023-11-13 74页
TR 36.885 V2.0.0 (2016-05) Study on LTE-based V2X Services
2022-08-30 0页
TS 22.186 V16.1.0 (2018-12) Enhancement of 3GPP support for V2X scenarios
2023-07-15 18页
TR 26.985 V0.8.6 (2019-01) Vehicle-to-everything (V2X) Media handling and interaction
2024-02-16 20页
TS 29.388 V1.0.0 (2017-03) V2X Control Function to Home Subscriber Server (HSS) aspects (V4);
2023-05-03 27页
TR 22.886 V16.2.0 (2018-12) Study on enhancement of 3GPP Support for 5G V2X Services
2023-04-09 76页
TS 22.185 V1.0.0 (2016-02) TechService requirements for V2X services
2023-06-20 10页
TR 23.786 V1.0.0 (2018-12) Study on architecture enhancements for EPS and 5G System to support advanced V2X services
2023-02-01 109页
TR 38.885 V1.0.2 (2019-02) NR Study on Vehicle-to-Everything
2022-11-15 25页