
出铁场厂房钢屋架制作安装
10页
1、目录第一章 工程概况3第二章 主要施工方法3第1节 总体施工顺序3第2节 屋盖系统制作4第3节 结构安装工程10第三章 工艺质量保证措施15第1节 钢结构制作15第2节 钢结构安装16第3节 压型钢板安装17第四章 安全施工措施18第五章 资源计划20第六章 劳动力安排(见表9)20第七章 机具设备安排(见表10)20第八章 进度安排21工程概况三高炉出铁场厂房建筑尺寸为42m34.5m,厂房排列柱柱距为6m,柱顶标高为20.4m,屋架顶标高为35.508m,天窗顶标高为39.341m。屋架为三角形,其中轴线屋架带有天窗架,屋盖体系采用有檩体系钢结构屋盖,排水为有组织排水。上下弦、 轴间,下弦 轴处设有水平支撑,屋架之间及天窗之间设有垂直支撑。所有钢结构材料采用Q235AF,焊条采用手工焊时为E43E50 系列焊条。焊缝长度满足最小长度要求。永久螺栓为22,开孔直径23.5mm,安装螺栓为 16,开孔直径17.5mm。油漆采用F06-1 酚醛底漆二度,颜色为浅灰色。屋面板采用YX35-125-750 型彩钢板。本工程钢屋架制安量约79t,屋架支撑制安量约24t,钢天窗制安量约11t,
2、钢檩条制安量约12t。本工程施工难点在于屋架跨度大,吊装困难;水平支撑和垂直支撑安装量大,高空作业、交叉作业不安全因素多;另外,施工场地狭窄,现场制作、拼装场地不易满足。主要施工方法第一节 总体施工顺序略第一节 屋盖系统制作屋盖系统制作构件运输屋架安装檩条安装上弦水平支撑安装垂直支撑安装下弦水平支撑安装屋面板安装。屋盖系统包括屋架、支撑、檩条等,其制作方法以屋架制作为代表,屋架包括支撑等部件,故在此只作屋架制作方法叙述,其他构件制作参考进行。由于现场场地狭窄,屋架拟安排在场外制作,每榀屋架分两段制作,安装前在现场进行拼装,拼装方式采用屋脊节点拼装,拼装完成经检查合格后进行吊装及安装工作。图1 三角形钢屋架制造工艺流程图屋架的制作工艺流程见图1: 2.2.1 操作平台的制作为了保证钢结构构件的制作质量,在施工现场设有两个大平台。其中平台是利用/ 间的出铁场平台,平台为在25m15m 地坪作为操作平台,屋架拼装在平台上进行。2.2.2 放样根据施工图纸要求及采用的规范标准,严格审阅图纸。根据审阅后的施工图进行现场的施工放样,放样按11 的比例实物放样进行,制作出样板和样杆,作为下料加工的依
3、据。样板和样杆应注明工号、图号、件号、数量等,样板、样杆应妥善保管,直至工程结束方可销毁。放样划线时,应清楚标明装配标记、螺孔标注、加强板的位置方向、倾斜标记及中心线、基准线和检验线,必要时制作样板。注意预留制作,安装时的焊接收缩余量(按2mm 考虑);切割、刨边和铣加工余量;安装预留尺寸要求。划线前,材料的弯曲和变形应予以矫正。放样和样板的允许偏差见表1。项目允许偏差表1平行线距离和分段尺寸0.5mm对角线差1.0mm宽度、长度0.5mm加工样板角度20孔距0.5mm质量检验方法:用钢尺检测2.2.3 下料根据样板和配料表进行套裁,尽可能节约材料,同时便于切割。钢材下料采用气割,型材采用切割,以保证切断面的质量。切割前应将钢材切割区表面铁锈、污物等清除干净,切割后应清除熔渣和飞溅物。毕业设计论文代做平台 580毕业设计网 是专业代做团队 也有大量毕业设计成品提供参考 QQ3449649974下料的允许偏差见表2:项目允许偏差(mm)表2外形尺寸1.0孔距0.5号料时应预留焊接收缩余量、切割、端面及边缘加工的加工余量,经验数据见表3 所示。切割及机加工余量(mm表3加工余量锯切剪切手
4、工切割半自动切割精密切割切割缝1453423刨边23233411铣平34234523232.2.4 边缘加工焊接X 形V 形接口时,采用火焰加工,加工后用砂轮磨平,其表面粗糙度按精密切割检查。坡口加尺寸的误差,应符合国家标准和规定的要求,构件端面加工在成品校正后进行,加工面垂直于中心线。2.2.5 组装组装前各部件应检查合格,连接接触面和沿焊边缘每出3050(mm)范围应清理干净,板材在型材的拼接后组装前进行,物件的组装应在各部件焊接矫正后进行,桁架结构件轴线交叉点的允许偏差不得大于3mm 。2.2.6 焊接焊接前应熟悉施工图,焊工必须要有焊工操作证。施焊前应反复检查焊接件接头质量和焊工的处理,焊接时,焊工应遵守焊接工艺,不得自行施焊及不得在焊道上二母材上引弧。各道焊应连续施焊,每焊完一层要及时清除焊渣,并检查焊接质量。2.2.7 螺栓连接屋架与天窗、天窗支撑与天窗的连接采用螺栓与现场焊接。若施工中确有把握,可取消部分安装螺栓,直接现场焊接。安装螺栓孔的位置偏差设计未明确给出,需按规范进行,其偏差应按表4、表5 要求进行。螺栓孔偏差(mm)表4直径1.0圆度2.0垂直度0.03t 且不
《出铁场厂房钢屋架制作安装》由会员新**分享,可在线阅读,更多相关《出铁场厂房钢屋架制作安装》请在金锄头文库上搜索。

PD供应商质量管理质量保证程序
舞台机械施工组织设计

初二历史上册教学计划

某地区体育中心建设工程谋划建议书(107页优秀甲级资质谋划建议书).doc
全国统一安装工程预算定额工程量计算规则
2021新驻村干部述职报告范文.docx

2021年语文版三年级语文下册二单元考试卷及参考答案精品.doc
小学三年级语文《一幅名扬中外的画》教学设计

某某白酒品牌营销推广策划方案
2023年城管局市容整治经验交流.DOCX

2023年员工个人转正述职报告13.docx

2021年班主任计划_1.docx

在职攻读硕士学位全国联考英语考试大纲词汇表.doc
县水库移民示范村建设经验交流材料.doc
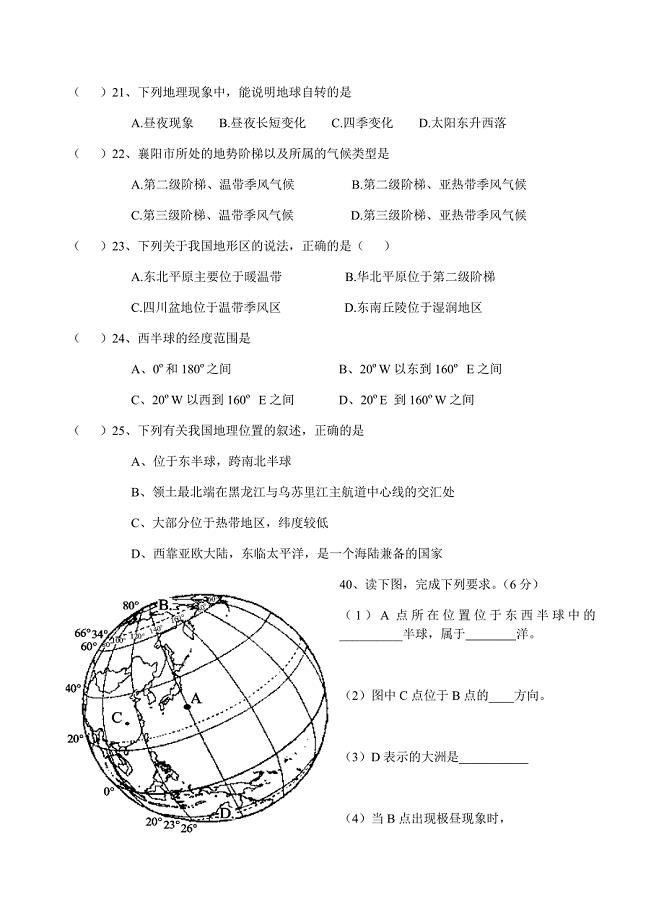
20143本校月考地理.docx
关于构建服务型政府进程中公民参与浅析.doc
重庆某片区旧城改X造项目可行性研究报告.doc
离职证明模板word.docx

(五彩手娃娃).doc

广州中逸光电子科技有限公司项目立项环境评价评估报告表.doc
 街道关于创建省级文化礼堂示范乡镇申报材料
街道关于创建省级文化礼堂示范乡镇申报材料
2023-09-03 5页
五年级小王子读后感优秀3篇
2022-08-26 6页
读巴西名著牧羊少年奇幻之旅有感范文
2022-07-26 5页
朱自清匆匆读后感
2023-11-04 4页
高三鲁宾逊漂流记读后感800字
2023-04-05 8页
高中生平凡的世界1章读后感100字5篇
2022-12-01 6页
店铺合伙人转让协议.doc
2023-09-10 6页
离散数学形成性考核作业
2023-05-03 7页
2017年残联党组领导班子述职报告
2023-08-02 10页
读后感心得随笔范文5篇
2022-08-12 5页