
不锈钢管道安装施工方案设计(DOC 19页)
22页
1、不锈钢管道安装施工方案目 录1. 编制说明32. 工程内容32.1本方案涉及的工作范围32.2主要安装工程量33. 编制依据33.1施工文件及图纸33.2引用标准34. 施工顺序34.1施工先决条件34.2施工程序44.3详细描述44.3.5.1焊缝返修75. 施工设备及机具计划115.1 施工设备115.2 施工机具126.施工进度安排127.施工劳动力计划128.施工技术措施128.1管材、管件及在线部件的验收128.2安装过程中系统承压部件的质量控制129.质量标准139.1 外观检测139.2 检验记录1410. 安全技术措施1410.1一般规则1410.2工具及设备的使用1510.3高处作业1510.4焊接作业1510.5安装作业1511. 附录:16附录A:阀门试验记录16附录B:管道系统压力试验记录17附录C:管道系统吹扫及清洗记录181. 编制说明本方案适用于XXX系统现场管道安装的施工。2. 工程内容2.1本方案涉及的工作范围管道、支架制作安装、试压及系统冲洗。2.2主要安装工程量见下表:序号名称规格、型号材质单位数量备注1不锈钢管10841Cr18Ni9米3502不
2、锈钢管573.51Cr18Ni9米203不锈钢管252.51Cr18Ni9米504不锈钢管1011Cr18Ni9米505镀锌钢管573.5米246镀锌钢管323.5米96790弯头DN100 R=1.5D1Cr18Ni9只608等径三通DN1001001Cr18Ni9只129阀门DN100只1710阀门DN50只511阀门DN25只212阀门DN10只113仪表架个114管架Q235A吨1.515管道系统冲洗m5903. 编制依据3.1施工文件及图纸3.2引用标准GB50235-97工业金属管道工程施工及验收规范GB50236-98现场设备、工业管道焊接工程施工及验收规范4. 施工顺序4.1施工先决条件图纸及文件已会审材料到位并验收合格,材料/构配件/设备报验单经业主核查符合设计要求施工设备准备齐全人员资格已审核现场条件符合安全施工要求施工方案已编制完成,经业主及监理审核批准并进行技术交底。4.2施工程序施工程序见下图检查施工先决条件领 料定位、放线下料、切割坡口加工管道预制、组装及焊缝检验管道及附件安装、焊缝检验支架定位支架制作、安装支架防腐阀门检验运输及摆放整齐系统试压及冲洗管道与
3、设备连接、与原管道碰头及接口焊缝检验系统验收及交工4.3详细描述4.3.1施工先决条件详见4.1施工先决条件4.3.2领料a. 所有钢管在安装前应逐根进行外观检查,复核其外径、壁厚,并核对标记所示的材质是否符合施工图的要求;b. 对有重皮、裂纹的钢管不得使用;c. 所有管件应逐件进行外观检查,复核其尺寸、材质,结果应符合相应技术条件及施工图的要求。d. 对法兰密封面及密封垫片进行外观检查,不得有影响密封性能的缺陷存在;不锈钢法兰用非金属垫片时垫片材料的氯离子含量不得超过50ppm。封堵,以防管子、管件再度污染。4.3.3下料、切割a. 管子切割宜采用机械切割; b. 切口表面应平整,不得有裂纹、重皮;毛刺、凹凸、缩口、熔渣、氧化皮、铁屑等予以消除;c. 切口端面倾斜偏差L不应大于管子外径的1%; d. 如采用氧乙炔焰切割碳钢管,切割后应消除热影响区。4.3.4.不锈钢管道手动氩弧焊接工艺本工艺适用于本工程的不锈钢管道的手动氩弧焊焊接施工。当不锈钢的壁厚超过1.2mm时,可使用普通直流焊接,使用反极法连接。4.3.4.1材料要求 (a) 钢管母材和焊接材料必须具有有效的质量合格证明书,证
4、明数据不全时,应进行复验。(b) 通常是选择与母材化学成分相近且能够保证焊缝金属性能和晶间腐蚀性能不低于母材的焊接材料。本工程选择的焊丝应符合GB4233-84氩弧焊不锈钢丝焊条的选用应符合GB983-85不锈钢焊条。母材牌号焊材牌号焊丝牌号焊条牌号0Cr18Ni9H0Cr18Ni9TiA132 A1371Cr18Ni9H0Cr18Ni9TiA102 A1070Cr18Ni9TiH00Cr22Ni10A132 A1371Cr18Ni9TiH0Cr18Ni9Ti or H00Cr22Ni10A132 A13700Cr18Ni10H00Cr17Ni13Mo2A002(c) 焊材应放在环境温度0以上且干燥通风的地方。焊条使用前应进行烘烤(烘烤温度未150200,保温时间为1小时),焊丝使用前必须去除表面的油污和氧化物。(d) 手工钨极氩弧焊所使用的氩气纯度要求不得低于99.9,所采用的钨棒应选用杜钨极或铈钨极,但尽量选用铈钨极。磨销时,应尽量保持钨极端头几何形状的均匀性。4.3.4.2 焊接前的准备(a) 管材的切割及坡口的加工通常采用机械或等离子切割,焊接坡口内由影响质量的局部凹凸不平处应
《不锈钢管道安装施工方案设计(DOC 19页)》由会员壹****1分享,可在线阅读,更多相关《不锈钢管道安装施工方案设计(DOC 19页)》请在金锄头文库上搜索。

二级注册建筑师考试辅导教材.doc

显示技术公司全面预算管理的建立培训课程

安全生产的知识竞赛试题.docx
调音台的功能键使用说明.doc
皮亚杰的认知发展论

学生成长档案设计--张彩云.doc

四年级语文上册期中测试题
广东某某某集团公司晋升(降级)管理办法

建筑施工常识

描写老师语言句子.docx

2022年贯彻落实《决定》严肃查处违法用地情况汇报-.doc

青年五小创新创效活动管理办法

(全)管材的有关实用知识.docx

关于三人简单英语口语对话.docx

高压设备基本知识培训试题及答案

2019-2020学年八年级语文上册测试题:专项复习(四)-文学常识与名著阅读.doc
原创自制重庆烤鱼.doc

2023年卫生局窗口的年度工作总结.docx
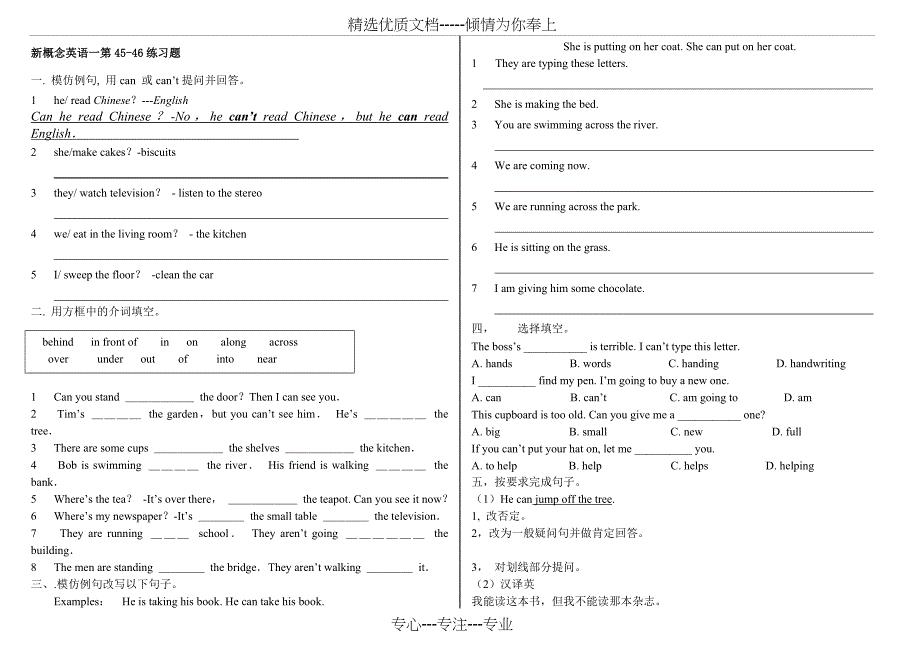
2014最新整理新概念英语一第45-46练习题
新人教版二年级数学下册平移和旋转教学设计(范).doc
 DGC瓦斯含量直接测定装置使用说明书
DGC瓦斯含量直接测定装置使用说明书
2023-06-10 18页
消防监理细则建筑实用
2023-10-02 16页
CC质检培训流程讲解
2023-11-26 16页
显示技术公司全面预算管理的建立培训课程
2023-11-28 40页
有限公司安康杯竞赛活动实施方案(DOC 21页)
2023-05-12 21页
18 在长江源头各拉丹冬[48]
2022-10-26 4页
三年级上册语文生字表二带拼音带组词
2022-08-14 9页
皮亚杰的认知发展论
2023-01-21 41页
智能化会议系统工程方案
2022-07-13 9页
XX田井灌项目区可行性研究报告
2022-12-04 28页