
乙烯低温贮罐制作及安装工程监理细则
21页
1、新浦化学工业(泰兴)有限公司 VCM 项目工程监理实施细则(低温乙烯贮罐)For personal use only in study and research; not for commercial use内容提要:专业工程特点监理工作流程 监理工作控制目标及控制要点 监理工作方法及措施项目监理机构(章):专业监理工程师:总监理工程师:日期:江苏省建设厅监制 一、 工程概况:1、工程名称:新浦化工氯乙烯项目乙烯低温贮罐制作及安装工程;2、建设单位:新浦化学(泰兴)有限公司;3、设计单位:上海工程化学设计院有限公司4、施工单位:上海石化安装检修工程公司5、监理单位:上海申峰工程建设监理有限公司6、工程概况: 本工程为新浦化学(泰兴)有限公司乙烯低温贮罐,该 贮罐为双层钢结构立式贮罐,主要技术参数如下:6.1 外罐(直径 高度) ?3500027600 外罐主体材料 16MnR 内罐 (直径 高度) ?3300026400 内罐主体材料 X12Ni56.2 物料名称:乙烯 比重: 568kg/m3。6.3 贮罐工作温度:外罐 20 500C;内罐 104500C 该双层钢结构贮罐罐底板设
2、计为搭接焊,罐壁板为对接焊,顶 板为搭接焊。贮罐制作安装工作特点是工作量大,室外作业,施工条件差,影响 因素多,随机因素多,投入人力物力多等不利于焊接施工的特点。、目标分解1、质量目标序号质量目标分解备注1单位工程质量验收一次合格2子单位工程质量验收一次合格3各分部工程质量验收合格4各分项工程质量验收一次合格率 95%以上5焊接一次合格率 95%以上6工序质量验收一次合格率 95%以上7工程资料与工序同步2、HSE 管理目标序号HSE管理目标分解备注1人身重伤事故为零2场内交通事故为零3设备事故为零4火灾爆炸事故为零5治安事件为零三、设计要求适用规范及质量标准1、低温乙烯贮罐设计施工图及技术文件2、现场设备、管道焊接工程施工及验收规范 GBJ50236-983、工业安装工程质量检验评定统一标准 GB50252-984、电器无损检测 JB4730-945、钢制化工室焊接规范 JB4709-20006、钢制焊接常压电器 JB/T4735-977、立式圆筒形低温储罐施工技术规程 SH/T4735 20028、石油化工设备和管道涂料防腐技术规范 SH3022-19999、涂装前钢材表面锈蚀等级
3、和防腐等级 GB8923-8810、管道与钢结构的现场涂漆规定 SP-74-V11-MS-000211、钢板验收规范 GB/T3274-198812、大型焊接、低压贮罐的设计和建造 API620 标准13、经审批的监理规划、施工组织设计14、设计交底、图纸会审及设计变更单四、专业监理工作流程根据施工流程专业监理工程师应按下列监理工作流程开展:外罐预制工序低温罐施工程序是:内罐底板环板预制巡查外罐预制内罐底板砼环梁预制巡查9#壁板预制、巡查底板铺设、焊接、巡查抗压圈预制、巡查9#壁板组对、焊接、巡查外罐底板预制、 巡查抗压环板预制、 巡查9#-1#壁板预制巡查抗压环组对、焊接、巡查内罐直爬梯预制巡查吊顶中幅板敷设、焊接、检验拱顶龙骨预制拱顶板预制巡查内罐底板中幅板预制检查8#-1#壁板组对安装、焊接、巡查拱顶吊装、敷设、焊接、巡查内罐结构附件预制巡查内吊顶中幅板、吊顶结构预制内罐安装内罐底板边缘板敷设焊接、巡查9#1#壁板组队焊接、巡查1. 外罐拱顶钢结构预制、巡查2. 外罐拱顶接管预制、巡查8#1#壁板预制、巡外罐盘梯预制内罐封门洞板、焊接、巡查内罐附件安装底部保冷、底板施工巡查内罐盛
4、水试验 沉降观测(旁站)封外罐门洞罐体气密性试验(旁站)内罐壁板保温、 巡填充珠光岩、巡吊顶保温、 巡查防腐油漆、检验外罐盘梯安装脚手架搭设五、专业监理工作的控制要点本安装工程的工程划分如下表子单位工程名称分部工程名称分项工程名称备注低温乙烯储罐外罐安装外罐底板外罐 9#壁板、抗压环板外罐壁板整体安装内罐安装内罐吊顶板安装内板壁板安装内罐底部保温内罐底板边缘底部保温内罐底板保温罐体结构附件罐体钢结构及附件安装低温乙烯工艺管道待设计出图再划分低温乙烯设备安装及配套结构待设计出图再划分低温乙烯电气仪表待设计出图再划分1、 事前控制:1.1 工程开工前项目监理机构审查施工单位的施工组织设 计、施工方案、安全保证方案、施工用电方案、焊接工艺评 定。1.2 检查进场机械完好情况。1.3 检查质量保证体系和安全保证体系的建立和人员落实情况,焊接工艺的评定。审查进场人员安全教育情况,特殊工种(焊工、电工、起重工、机械操作人员的持证上岗情况)1.4 进场材料及附件的是否符合设计和规范要求(检查合格 证、材质单、进场数量、低温钢板应标有低温冲击韧性值等)1.5 检查施工现场作业环境是否满足施工要求和安全
《乙烯低温贮罐制作及安装工程监理细则》由会员人***分享,可在线阅读,更多相关《乙烯低温贮罐制作及安装工程监理细则》请在金锄头文库上搜索。
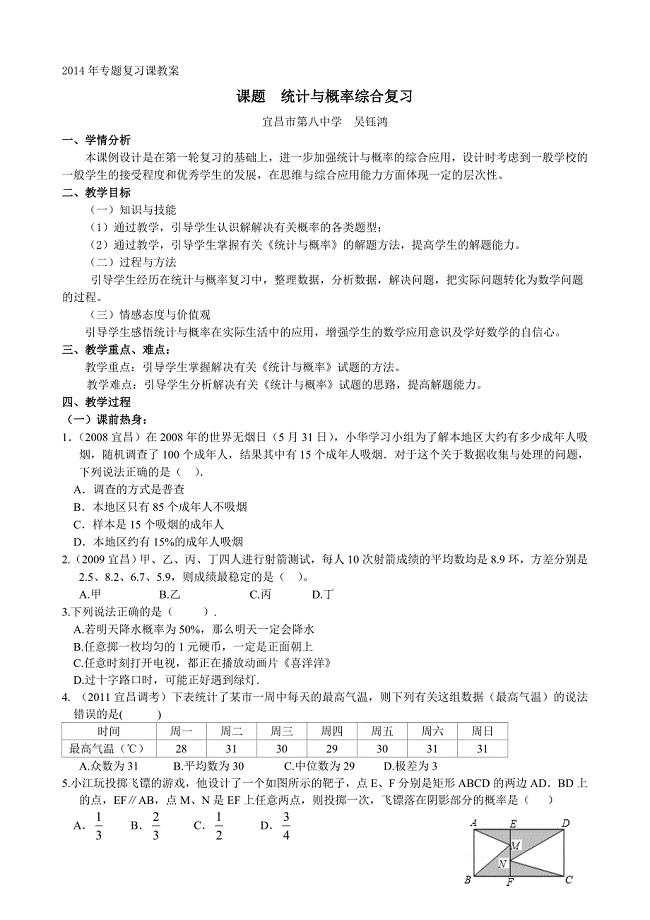
中考专题复习课教案(统计与概率).doc
2022年教师网络教育学习心得体会文本3篇 教师网络教学培训心得体会
传统节日论文关于广西XX传统节日文化传承——“壮族三月三”为例论文范文参考资料

多模WLAN基带SoC系统的设计与实现.doc

动画专业实习工作总结范文

2021年审计工作总结及审计工作计划

8.2 提公因式法2.doc
甘肃省一级建筑师材料与构造外墙粉饰龟裂考试试卷.docx
2023年注册岩土工程师考试真题
矿山考勤制度.doc
借助斐波那契回调线与扩展线进行交易
马鞍山重金属污染防治设备项目申请报告(范文模板)
BENET上海分公司网络改造项目设计实施方案
提高专业成长的有效途径.doc

滁州生物科研试剂技术研发项目招商引资方案_模板范本

2022年教科版一年级科学上册期中试卷【加答案】.doc

世界近代史复习提纲.doc

幼儿园中班科学教案动物的超级本领
对化妆品成分的研究.doc

29f3a-n-资料(彩色电视维修资料).docx
 2017煤矿重大安全风险管控措施落实台账
2017煤矿重大安全风险管控措施落实台账
2023-05-05 14页
人造草坪施工方案完整版
2024-02-13 7页
医疗器械企业关键岗位评价考核制度
2023-04-19 4页
两种常用风险评价方法
2022-09-04 3页
教科版小学科学三年级下册科学教学计划word文档
2023-06-04 4页
大坝分流围堰拆除施工方案(详细附拆除工艺流程图)范本
2023-07-15 7页
[最新]沥青砼路面施工过程中存在的问题及解决方法
2023-03-28 8页
人物传记文言高频实词检测及答案一
2023-10-12 16页
国企人力资源管理问题及对策分析
2023-04-02 2页
关注道路与电力架空线路的关系
2023-08-31 9页