
机械制造工程原理练习题
17页
1、【精品文档】如有侵权,请联系网站删除,仅供学习与交流机械制造工程原理练习题.精品文档. 机械制造工程基础课程习题解答一、填空:1. 表面发生线的形成方法有 轨迹法 、 成形法 、 相切法 和 展成法 四种。2. 从形态上看,切屑可以分为带状切屑、 节状切削 、 粒状切削 、和 崩碎切削 四种类型。3. 刀具耐用度是指刀具从开始切削至达到 磨损量达到磨钝标准 为止所使用的切削时间,用T表示4.切削时作用在刀具上的力,由两个方面组成:1)三个变形区内产生的 弹性 变形抗力和塑性变形抗力;2)切屑、工件与刀具间的 摩擦阻力 。5.刀具磨损可以分为四类: 硬质点划痕 、 冷焊粘结 、 扩散磨损 和 化学磨损 。6.刃磨后的刀具自开始切削直到磨损量达到磨钝标准为止所经历的总切削时间,称为刀具 寿命 。7.磨削过程中磨粒对工件的作用包括 摩擦阶段 、 耕犁阶段 和 形成阶段 三个阶段。8靠前刀面处的变形区域称为 第二 变形区,这个变形区主要集中在和前刀面接触的切屑底面一薄层金属内。9. 牛头刨床的主运动是 工作台带动工件 的直线往复移动,进给运动是 的间歇移动。11.零件的加工精度包含 尺寸精度
2、、 形状精度和 位置精度等三方面的内容。12、切削过程中,切削层金属的变形大致可划分为三个区域。13、切屑沿前刀面排出时进一步受到前刀面的挤压和摩擦,使靠近前刀面处的金属纤维化、基本上和前刀面平行,这一区域称为第二变形区。14、在一般切削速度范围内,第一变形区的宽度仅为0.02mm0.2mm,切削速度越高、其宽度越小,故可近似看成一个平面,称剪切面。15、切削过程中,阻滞在前刀面上的积屑瘤有使刀具实际前角增大的作用(参见图2-19),使切削力减小,使加工表面粉糙度增大。16、在无积屑瘤的切削速度范围内,切削层公称厚度hD越大,变形系数Ah越小。17、加工塑性金属时,在切削厚度较小、切削速度较高、刀具前角较大的工况条件下常形成节状切屑切屑;在切削速度较低、切削厚度较大、刀具前角较小时常产生节状切屑切屑,又称挤裂切屑;在切屑形成过程中,如剪切面上的剪切应力超过了材料的断裂强度,切屑单元从被切材料上脱落,形成粒状切屑;切削脆性金属时,由于材料塑性很小、抗拉强度较低,刀具切入后,切削层金属在刀具前刀面的作用下,未经明显的塑性变形就在拉应力作用下脆断,形成形状不规则的崩碎切屑。18、研究表明,工
3、件材料脆性越大、切屑厚度越大、切屑卷曲半径越小,切屑就越容易折断。19、切削力来源于两个方面:克服切削层材料和工件表面层材料对弹性交形、塑性变形的抗力;克服刀具与切屑、刀具与工件表面间摩擦阻力所需的力。20、为了便于测量和应用可将切削合力F分解为Fc、Fp和Ff三个互相垂直的分力。22、在切削层面积相同的条件下,采用大的进给量f比采用大的背吃刀量p的切削力小。23、前角增大,切削力下降。切削塑性材料时,ro对切削力的影响较大;切削脆性材料时,由于切削变形很小,ro对切削力的影响不显著。30、刀具磨损机制有:硬质点划痕,冷焊粘结,扩散磨损,化学磨损。31、刀具的破损形式分为脆性破损和塑性破损。脆性破损有:崩刃,碎断,剥落,裂纹破损等。32在砂轮的磨削过程中磨粒对工件的作用包括 滑擦 、 耕犁 和 形成切屑 三种阶段。33机床误差是由机床的制造误差、安装误差和使用中的磨损引起的,其中对加工精度影响最大的三种几何误差是主轴回转误差 、 导轨误差和 传动误差 。34典型的刀具磨损过程分为 初期磨损 、 正常磨损 和 急剧磨损 阶段。35精加工基准的选择原则应遵循如下原则: 统一基准 、 基准重
4、合 、 互为基准 和自为基准等原则。36工件的装夹过程就是 定位 和 夹紧 的综合过程。37在切削加工中,用于描述切削机理的指标是切削层及切削层参数,切削层参数包括 切削层公称厚度hD 、切削层公称宽度bD 和切削面积,其中切削面积=hD bD 。38由于工件材料以及切削条件的不同,切削的变形程度也不同,因而所产生的切屑也不同,切屑的可分为 带状 切屑、 节状 切屑、粒状 切屑和崩碎 切屑四大类。其中当切削塑性材料,切削速度极低,刀具前角较小时,往往产生 节状 切屑。39切削变形程度有三种不同的表示方法,即 变形系数 、相对滑移 和 剪切角 。 45、切削用量是切削加工过程中切削速度、进给量和背吃刀量的总称。46、最常用的刀具切削部分的材料是高速钢、硬质合金其中硬度高的硬质合金,允许切削速度高的是硬质合金,制造工艺性好的是高速钢;制造形状复杂和精密刀具时常用 高速钢 材料。47、机床在切削过程中,使工件获得一定表面形状,所必需的刀具 和 工件 间的相对运动称为表面成形运动 。48、工件在加工之前,使同一批工件在机床或夹具上占据某一正确位置的过程称为定位,然后将其固定使其在加工过程保持位
《机械制造工程原理练习题》由会员新**分享,可在线阅读,更多相关《机械制造工程原理练习题》请在金锄头文库上搜索。

昌乐县人民医院心内科疾病诊疗规范
2010年精算师大纲.doc
家装公司必备常用表格123.doc

如何加强学生的语言积累.doc

规章制度管理办法
2010年度第一学期永嘉县十一中高三期中考试通用技 术 试 题.doc

会计实务:实例解析:无形资产摊销方法.doc

云南、四川等地发展旅游业考察报告

多选实验室安全考试【骄阳书苑】
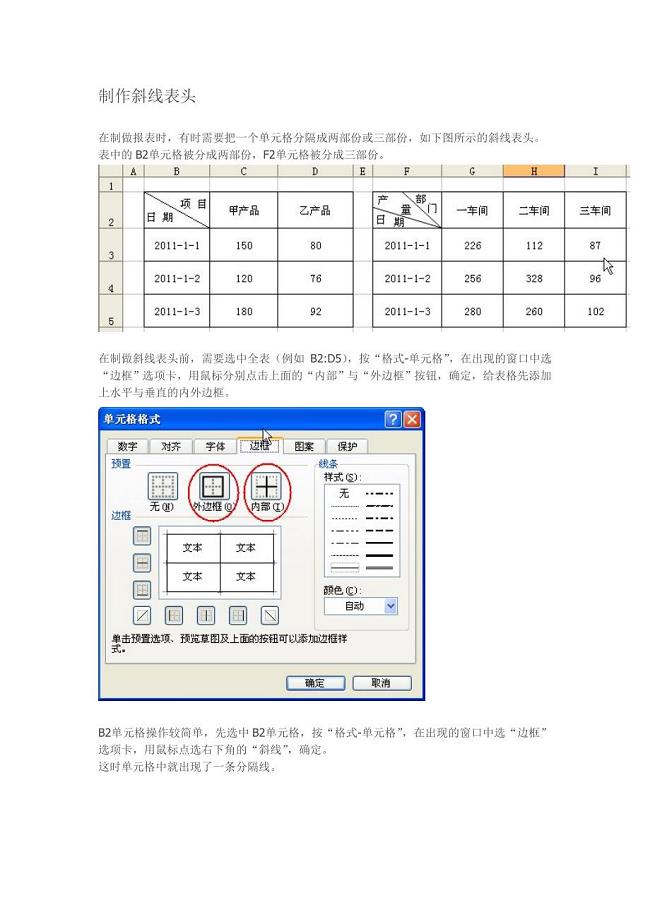
excel制作表头斜线.doc
电厂化学水处理技术发展与应用.doc

2023年联考行测真题及解析.doc
大同减重药物研发项目商业计划书_模板范文
制单部工作流程.doc
国能潼关秦东 200MW 农光互补光伏发电项目110kV 升压站环境影响报告.docx

音箱公司员工出差工作报告怎么写.docx
2023年小学四年级上学期数学期中检测题.doc
成功更是成功之母.doc

环线施工组织设计.docx
体检报告单模板
 六一发言稿
六一发言稿
2022-10-15 21页
八年级政治下册第二单元我们的人身权利第三课生命健康权与我同在第1框生命和健康的权利教学设计新人教版
2023-12-16 7页
浅谈小班幼儿语言能力的发展[共2页]
2023-06-23 2页
【管理精品】C101003-作业员辞职申请书
2023-09-23 3页
小学六年级一班开学第一课教案
2023-06-18 5页
中考备考中存在的主要问题及对策
2022-12-24 5页
靠离泊系缆安全操作指导书
2024-02-04 5页
GBZ21工作场所有害因素职业接触限值化学因素
2023-11-26 96页
竣工验收承诺书
2023-06-29 14页
中考复习专题阴影部分面积计算教学设计[共6页]
2023-06-29 6页