
机械制造毕业设计推动架及加工夹具的设计
32页
1、远程与继续教育学院本科毕业论文(设计)题目:推 动 架 其 加 工 夹 具 设 计学习中心: 云南学习中心 学 号: 95F27103009 姓 名: 许东岩 专 业: 机械设计制造 指导教师: 2011 年 7 月 10 日 中国地质大学(武汉)远程与继续教育学院本科毕业论文(设计)指导教师指导意见表学生姓名:许东岩 学号:95F27103009 专业: 机械设计制造 毕业设计(论文)题目: 推动架其加工夹具设计 指导教师意见:(请对论文的学术水平做出简要评述。包括选题意义;文献资料的掌握;所用资料、实验结果和计算数据的可靠性;写作规范和逻辑性;文献引用的规范性等。还须明确指出论文中存在的问题和不足之处。)指导教师结论: (合格、不合格)指导教师姓名所在单位指导时间中国地质大学(武汉)远程与继续教育学院本科毕业设计(论文)评阅教师评阅意见表学生姓名:许东岩 学号:95F27103009 专业: 机械设计制造 毕业设计(论文)题目: 推动架其加工夹具设计 评阅意见:(请对论文的学术水平做出简要评述。包括选题意义;文献资料的掌握;所用资料、实验结果和计算数据的可靠性;写作规范和逻辑性;文
2、献引用的规范性等。还须明确指出论文中存在的问题和不足之处。)修改意见:(针对上面提出的问题和不足之处提出具体修改意见)毕业设计(论文)评阅成绩 (百分制): 评阅结论: (同意答辩、不同意答辩、修改后答辩)评阅人姓名 所在单位 评阅时间 论文原创性声明本人郑重声明:本人所呈交的本科毕业论文推动架其加工夹具设计,是本人在导师的指导下独立进行研究工作所取得的成果。论文中引用他人的文献、资料均已明确注出,论文中的结论和结果为本人独立完成,不包含他人成果及使用过的材料。对论文的完成提供过帮助的有关人员已在文中说明并致以谢意。本人所呈交的本科毕业论文没有违反学术道德和学术规范,没有侵权行为,并愿意承担由此而产生的法律责任和法律后果。 论文作者(签字):许东岩日期:2011年7 月 10日目 录绪 论2第1章 引 言41.1机械加工工艺规程制订41.1.1生产过程与机械加工工艺过程41.2机械加工工艺规程的种类51.3制订机械加工工艺规程的原始资料5第2章 零件的分析62.1零件的作用62.2零件的工艺分析6第3章 选择毛坯,确定毛坯尺寸,设计毛坯图7第4章 选择加工方法,制定工艺路线94.1机械
3、加工工艺设计94.1.1基面的选择94.1.2粗基面的选择94.1.3精基面的选择94.2制定机械加工工艺路线94.2.1工艺路线方案一94.2.2工艺路线方案二104.3工艺方案的比较与分析104.4确定工艺过程方案11第5章 选择加工设备及刀具、夹具、量具125.1选择加工设备与工艺设备125.1.1 选择机床,根据不同的工序选择机床125.1.2 选择夹具125.1.3 选择刀具,根据不同的工序选择刀具135.1.4 选择量具135.2确定工序尺寸135.2.1面的加工(所有面)135.2.2孔的加工14第6章 确定切削用量及基本时间156.1 工序切削用量及基本时间的确定156.1.1 切削用量156.1.2 基本时间166.2 工序切削用量及基本时间的确定166.2.1 切削用量166.2.2 基本时间176.3工序切削用量及基本时间的确定176.3.1切削用量176.3.2 基本时间186.4 工序切削用量及基本时间的确定186.4.1切削用量的确定186.4.2 基本时间196.5工序切削用量及基本时间的确定206.5.1 切削用量206.5.2 计算工时:216.6 工
4、序的切削用量及基本时间的确定216.6.1 切削用量216.6.2 基本时间216.7工序的切削用量及基本时间的确定216.7.1 切削用量216.7.2 时间计算226.8 工序的切削用量及基本时间的确定226.8.1切削用量226.8.2 基本时间236.9 工序的切削用量及基本时间的确定236.9.2 基本时间23第7章 夹具设计247.1 定位基准的选择247.2切削力和卡紧力计算247.3定位误差分析247.4夹具设计及操作的简要说明25结 论26致 谢27参考文献28附图绪 论本文是有关推动架工艺步骤的说明和机床夹具设计方法的具体阐述。工艺设计是在学习机械制造技术工艺学及机床夹具设计后,在生产实习的基础上,综合运用所学相关知识对零件进行加工工艺规程的设计和机床夹具的设计,根据零件加工要求制定出可行的工艺路线和合理的夹具方案,以确保零件的加工质量。据资料所示,推动架是牛头刨床进给机构中的小零件,其主要作用是把从电动机传来的旋转运动通过偏心轮杠杆使推动架绕其轴心线摆动,同时拨动棘轮,带动丝杠转动,实现工作台的自动进给。在设计推动架机械加工工艺过程时要通过查表法准确的确定各表面的
《机械制造毕业设计推动架及加工夹具的设计》由会员新**分享,可在线阅读,更多相关《机械制造毕业设计推动架及加工夹具的设计》请在金锄头文库上搜索。

昌乐县人民医院心内科疾病诊疗规范
2010年精算师大纲.doc
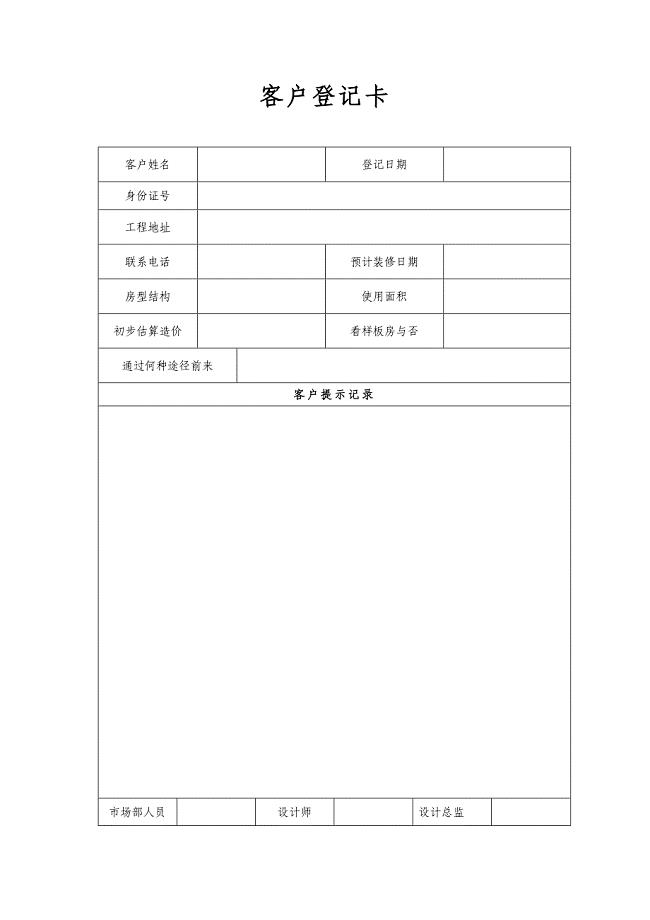
家装公司必备常用表格123.doc

如何加强学生的语言积累.doc

规章制度管理办法
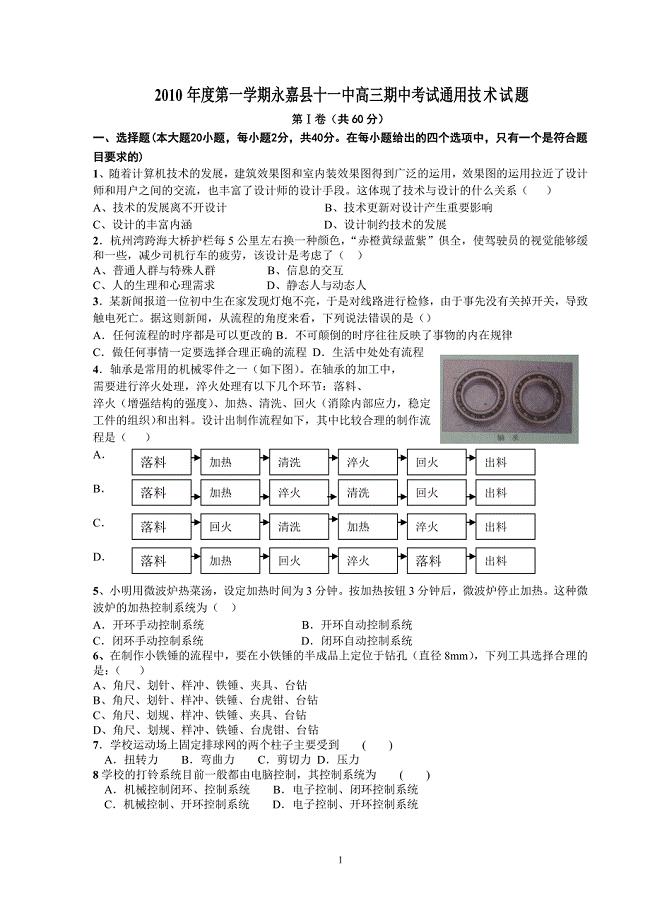
2010年度第一学期永嘉县十一中高三期中考试通用技 术 试 题.doc

会计实务:实例解析:无形资产摊销方法.doc

云南、四川等地发展旅游业考察报告

多选实验室安全考试【骄阳书苑】
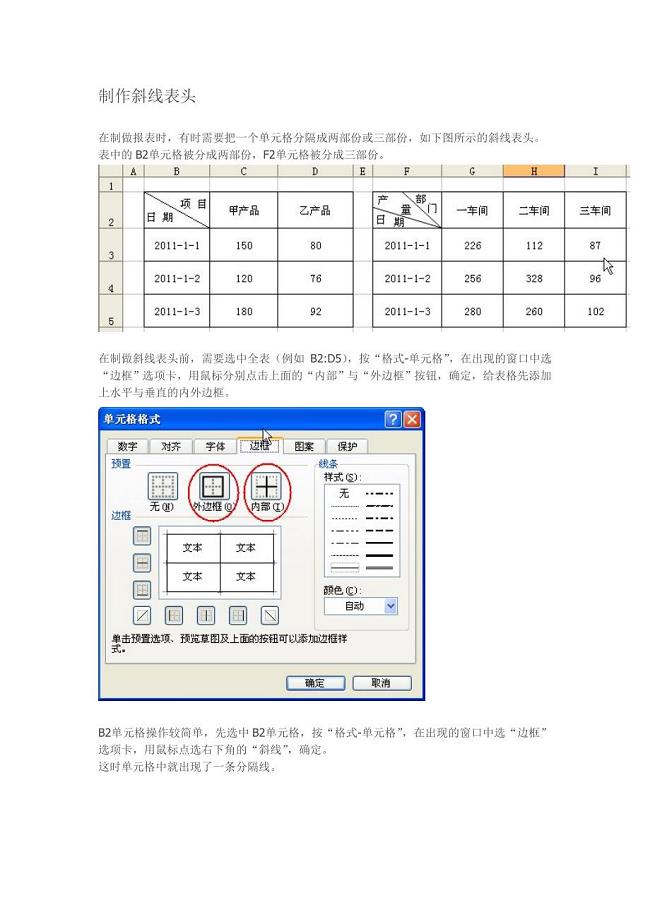
excel制作表头斜线.doc
电厂化学水处理技术发展与应用.doc

2023年联考行测真题及解析.doc
大同减重药物研发项目商业计划书_模板范文
制单部工作流程.doc
国能潼关秦东 200MW 农光互补光伏发电项目110kV 升压站环境影响报告.docx

音箱公司员工出差工作报告怎么写.docx
2023年小学四年级上学期数学期中检测题.doc
成功更是成功之母.doc

环线施工组织设计.docx
体检报告单模板
 现代工业制衣常用设备sumecqfcn
现代工业制衣常用设备sumecqfcn
2023-06-29 38页
财务会计专业大学生实习3000字报告
2022-10-22 21页
共青团员自我鉴定600字
2022-08-24 2页
人教版小学三年级下册美术教学计划
2022-12-19 4页
西师大版四年级上册数学第七单元-三位数除以两位数的除法-测试卷及参考答案(黄金题型).docx
2022-10-27 4页
企业学习实践活动调研报告与企业安全宣传教育工作总结汇编
2022-11-26 20页
大学生暑期医院社会实践活动总结报告_1
2023-10-12 3页
学校食堂年终总结
2023-08-18 6页
七年级数学教师工作计划模板(三篇).doc
2023-01-01 21页
汽车销售业务员总结及计划
2023-10-03 6页