
数控车床上应用宏程序加工梯形螺纹
4页
1、数控车床上应用宏程序加工梯形螺纹梯形螺纹通常比三角螺纹螺距和牙型大,致使梯形螺纹车削时,吃刀深、走刀快、切削余量大、切削抗力大,这就导致了梯形螺纹的车削加工难度较大。由于大多数经济型数控车低转速低扭矩原因,梯形螺纹数控车床上不得不采用小吃刀量快进给方式加工,加工中的刀路复杂,采用基本指令数控编程繁琐,而采用宏程序编程可以很好解决这一问题。一,梯形螺纹加工方法分析 普车上车削梯形螺纹,常采用高速钢刀具低速车削,有四种进刀方法:直进法、左右切削法、车直槽法和车阶梯槽法。 直进法只适用于车削螺距较小(P4mm)的梯形螺纹,而粗车螺距较大(P4mm)的梯形螺纹常采用左右切削法、车直槽法和车阶梯槽法。下面分析这几种车削方法特点:以上加工方法除直进法外,其他三种车削方法都在不同程度地减轻或避免三刃同时切削,使排屑较顺畅,刀尖受力、受热情况有所改善,从而不易出现振动和扎刀现象,还可提高切削用量,改善螺纹表面品质。 二, 数控车削梯形螺纹走刀方案 结合数控车床特点,综合直进法效率和左右切削法效果,车削梯形螺纹采用“层切法”较合适。把牙槽分成若干层,转化成若干个较浅的梯形槽来进行切削.每层的切削都采用先
2、直进后左右的车削方法,由于左右切削时槽深不变,刀具只须做向左或向右的纵向“赶刀”进给即可。 三,宏程序编程车削梯形螺纹本文以加工一个Tr366的梯形螺纹加工为例介绍用宏程序程序编写方法:图形如下:1,梯形螺纹加工尺寸计算梯形螺纹的计算式及其参数值:名称代号计算公式及参数值(mm)牙顶间隙ac0.5大径d公称直径36中径d2d2=d0.5P=33小径d1d3=d2h=29牙高hh=0.5P+ac=3.5牙顶宽ff=0.366P=2。196牙槽底宽ww=0。366P-0.536ac=1。928左(右)移刀量的计算如上图可以得出层切时左(右)赶刀量计算式为、当刀头宽度等于牙槽底宽时,左(右)赶刀量=tan15(牙深-当前层背吃刀量);、当刀头宽度小于于牙槽底宽时,左(右)赶刀量=tan15(牙深当前层背吃刀量)+(牙槽底宽-刀头宽度)/22,“层切法”车削梯形螺纹的刀具选择“层切法”车削梯形螺纹所用的粗车刀和精车刀与普车用刀一样。 3,参考程序编程分析用宏程序编程时变量的设置是核心内容,一是要变量尽可能少,避免影响数控系统计算速度,二是便于构成循环。经过分析本例中要4个变量,1为刀头到牙槽底
《数控车床上应用宏程序加工梯形螺纹》由会员M****1分享,可在线阅读,更多相关《数控车床上应用宏程序加工梯形螺纹》请在金锄头文库上搜索。
爱国心得体会学习300文字6个.docx

购买理财产品取得收益到底咋征增值税-一团乱麻吗?……(老会计人的经验).doc
幼儿教师专业成长总结范文(汇编3篇).docx
流动人口计划生育管理工作计划(四篇)
城南失地农民小区建没项目可行性分析论证报告.doc

2021年翻翻乐大班教案

工程心理学听课笔记-2011年4月.doc
2023年四年级下册数学试卷及答案.doc

(精品word)内皮细胞在血液循环系统中的影响及作用.doc
卫生局考试练习题三基综合考核.docx
小学英语教师工作计划.docx

无缝线路铺设与养护维修(毕业论文).doc

备战中考演讲稿
技术经理工作总结(DOC 12页)
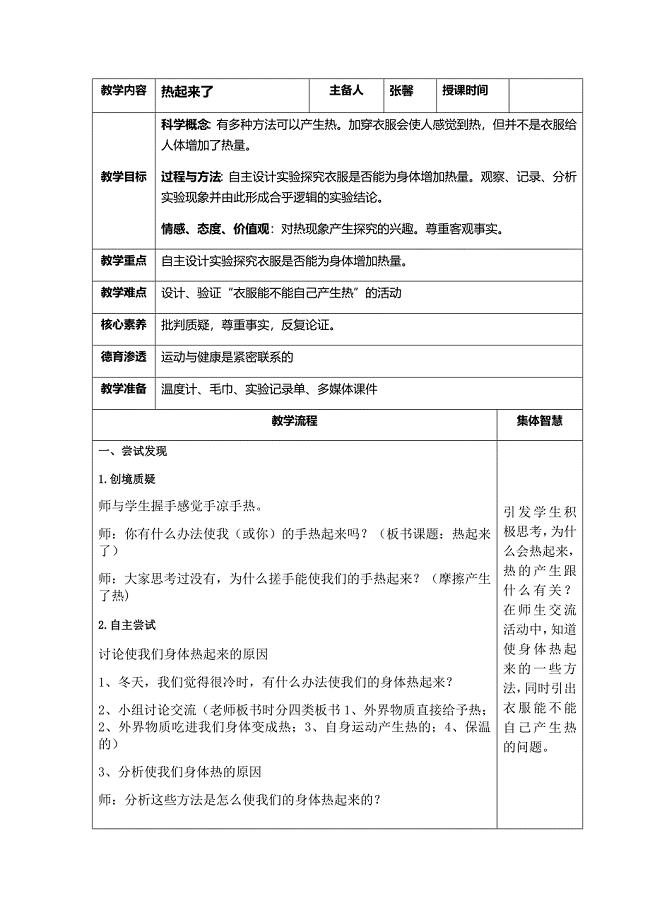
热起来了教学设计.docx
陕西话的声调

干部考核会议主持词与干部职工会讲话稿

茶园各月农事
2023年妇女工作者二个人工作总结.docx

2018人教版四年级数学下册期中试卷.doc
 拆除工程施工方案29422
拆除工程施工方案29422
2023-08-23 6页
安全员考试(A证)知识点梳理(呕心沥血必过版)
2022-08-22 6页
基础地梁专项现场施工方法
2023-04-14 7页
2021年突发公共卫生事件应急救援专项预案范文.doc
2023-05-03 21页
建筑施工企业安全生产事故应急预案示范文本
2023-06-08 66页
《经济法》离线作业及答案浙大远程教育.doc
2024-02-23 13页
工程费用构成及各部分费用详细解释(规费、措施费、安全、文明施工费等)
2023-03-13 6页
财政局财政投资评审业务培训会上讲话.doc
2023-07-01 11页
前厅部岗位说明书
2023-07-10 11页
成本会计公式大全
2022-10-26 4页