
焊接工艺评定报告和焊接作业指导书钛材管
5页
1、 焊接工艺评定报告 表A01单位名称 广西建工集团第一安装有限公司 批准人签字 报告编号 日 期 焊接方法 钨极氩弧焊(WS) 机械化程度 手工 半自动 自动焊接接头: 详图:坡口形式 V型对接焊缝 衬 垫 无 母材:标准号 GB/T3624-95? GB/T3620.1-94 牌号 TA2 类、组别号 P51 与类、组别号 P51 相焊厚度 3.5mm 直径 89 其他 / 焊后热处理:温度 / 保温时间 / 保护气体:焊枪喷嘴保护气 Ar 流量 812L/min 尾部保护气 Ar 流量 1620L/min 背面保护气 Ar 流量 610L/min 焊接材料:焊条标准 GB3623 焊条牌号、直径 / 焊丝牌号、直径 TA2、3.0 焊剂牌号 / 熔敷金属厚度 电特性:电流种类 直流 极性 直流正接 焊接电流(A) 电压(V) 钨极尺寸 2.4 其他 喷嘴内径:14 18 焊接位置:对接焊缝位置 水平转动平焊 方向(向上向下) 向上 技术措施:焊接速度 摆动或不摆动 摆动 摆动方式 多道焊或单道焊 单道焊 单丝焊或多丝焊 单丝焊 其他 预热: / 预热温度 / 层间温度 200 其他
2、 / 焊缝外观检验: 焊缝外观成形良好,未发现裂纹、表面气孔、表面夹渣、咬边及未焊透,焊缝余高为 mm。 续表A01渗透探伤(标准号、结果) 超声波探伤(标准号、结果) 磁粉探伤(标准号、结果) 射线探伤(标准号、结果) GB50236-98(附录F)GB3323、合格 其他 拉 伸 试 验 试验报告编号:试样号宽厚面积断裂载荷抗拉强度(Mpa)断裂特点和部位弯 曲 试 验 试验报告编号:试样编号及规格试样类型弯曲直径试验结果冲 击 试 验 试验报告编号:试样号缺口位置缺口型式试验温度()冲击功(J)其 他 试 验试验项目 焊后清理前焊缝色泽查 检验方法(标准、结果) GB50236-98 ( 色) 焊缝金属化学成分分析(结果) 其他 结 论结论:本评定按 GB50236-98 规定焊接试件,检验试样,测定性能,确认试验记录正确,评定结果 合格 (合格不合格)施 焊 焊接时间 标记填 表 日期审 核 日期注:详图中应指明坡口尺寸、焊接层次、焊接顺序。 焊接作业指导书 表A02单位名称 广西建工集团第一安装有限公司 编制人 批准人签字 焊接作业指导书编号 日期 焊接工艺评定报告编号 焊接
3、方法 钨极氩弧焊(WS)机械化程度 手工 半自动 自动焊接接头: 详图:坡口形式 V型60坡口 衬垫 无 母材:类别号 P51 组别号 / 与类别号 P51 组别号 / 相焊或标准号GB/T3624-95 牌号 TA2 与标准号 GB/T3624-95 牌号 TA2 相焊厚度范围:板材:对接焊缝 / 角焊缝 / 管材直径、壁厚范围:对接焊缝 1.5T7 角焊缝 不限 焊缝熔敷金属厚度范围: 1.5S7 其他 焊接材料:焊条类别 / 其他 / 焊条标准 / 牌号 / 填充金属尺寸 3.0 焊丝、焊剂牌号 TA2 焊条(焊丝)熔敷金属化学成分(%)CSiMnPSCrNiMoVTi焊接位置:对接焊缝的位置 水平转动平焊 焊接方向:向上 向下 角焊缝位置 / 焊后热处理:加热温度 / 升温速度 / 保温时间 / 冷却方式 / 续表A02预热:最低的预热温度 / 最高的层间温度 200 保持预热时间 / 加热方式 / 保护气体:焊枪喷嘴保护气 Ar 流量 812L/min 尾部保护气 Ar 流量 1620L/min 背面保护气 Ar 流量 610L/min 电特性:电流种类 直流 极性 正接 焊接电流范围(A) 电弧电压(V) 焊缝层次焊接方法焊条、焊丝焊接电流电弧电压范围(V)焊接速度(cm/min)线能量牌号直径(mm)极性电流(A)1WSTA23.0正接11012011126102WSTA23.0正接12014011214610钨极规格及类型:钍钨极 2.5 或铈钨极 / 熔化极气体保护焊熔滴过渡形式:喷射过渡 / 短路过渡 / 焊丝送进速度范围 技术措施:摆动焊或不摆动焊 微摆 摆动方式 之字型 喷嘴尺寸 14 18 焊前清理或层间清理 焊前酸洗焊丝及坡口内外15mm范围。 背面清根方法 / 导电嘴至工件距离 610 多道焊或单道焊 单道焊 多丝焊或单丝焊 单丝焊 锤击:有 无 环境温度 相对湿度 其他 注:详图中应指明坡口尺寸、焊接层次和焊接顺序。
《焊接工艺评定报告和焊接作业指导书钛材管》由会员桔****分享,可在线阅读,更多相关《焊接工艺评定报告和焊接作业指导书钛材管》请在金锄头文库上搜索。
融资租赁合同书参考模板(5篇)

五年级语文S版语文下学期修改病句摸底专项练习题
幼儿园教师读书笔记

2023年医院运营管理交流材料.docx

造血与血细胞分化发育

暑假计划的作文汇编五篇.docx
食用菌基本知识.doc

无人驾驶模拟智能环保电动车1.doc

食品安全调查报告范本
幼儿园中班上册13周下午教案.doc

2023年乡村振兴战略部分试题卷与答案解析

年全国中小学生安全知识网络竞赛试题及答案
2022年经济师考试《初级经济基础》考点梳理第二十章(3).docx
实践考试针灸穴位.doc
![给巴特勒的信[1].docx](https://union.152files.goldhoe.com/2023-4/27/0c0d0518-3e38-4d54-96cc-6db6d0c88679/pic1.jpg)
给巴特勒的信[1].docx
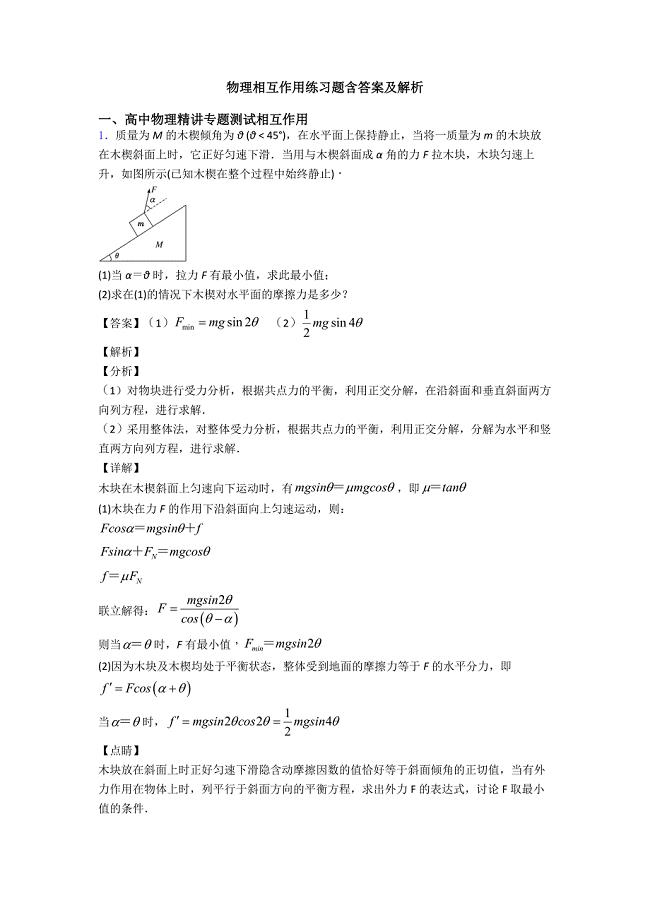
物理相互作用练习题含答案及解析
领班课程讲义(天选打工人).docx

塑料回收标志.doc

2023年提升个人素质的礼仪小贴士.docx

2023年业务员转正申请书2.docx
 柳东新区核心区新福路垃圾中转站工程项目建设项目环境影响报告表.docx
柳东新区核心区新福路垃圾中转站工程项目建设项目环境影响报告表.docx
2023-07-20 125页
护士的技术能力要求及工作标准
2023-03-29 8页
浙江伟达粮油有限公司年产900t粉干生产线建设项目环境影响报告.docx
2023-09-01 96页
带露台及游戏室三层双拼别墅设计图
2024-02-13 2页
贵州省贵阳市花溪区青岩水厂扩建及管网延伸工程环评报告.docx
2023-10-07 66页
方明老师《员工管理激励与团队建设》
2024-02-17 6页
松桃县生活垃圾焚烧炉渣综合利用项目环评报告.docx
2023-10-12 94页
黔希化工7万吨储煤配煤场项目环评报告.docx
2023-07-26 134页
SolidWorks工程图模板建立
2023-01-06 3页
古代汉语中的古今异义词语汇总
2022-08-22 9页