
数控车床主轴系统
13页
1、模块一 对主轴驱动系统的认识任务一 掌握主轴驱动系统各种故障排查方法。1. 主轴驱动系统概述 主轴驱动系统也叫主传动系统,是在系统中完成主运动的动力装置部分。主轴驱动系统 通过该传动机构转变成主轴上安装的刀具或工件的切削力矩和切削速度,配合进给运动,加 工出理想的零件。它是零件加工的成型运动之一,它的精度对零件的加工精度有较大的影响。引言 主轴驱动系统控制数控车床的旋转运动,为车床主轴提供驱动功率以及所需的切削力 目前在数控车床中,主轴驱动常使用交流电动机,直流电动机已被逐渐淘汰,由于受永磁体 的限制,交流同步电动机功率做得很大时,电动机成本太高。因此目前在数控机床的主轴驱 动中,均采用笼型异步电动机。为了获取良好的主轴特性,设计中采用矢量变频控制的交流 主轴电动机,矢量部分分无速度传感器和有速度传感器的两种方式,后者具有更高的速度控 制精度,在数控车床中无速度传感器的矢量变频器已经符合控制要求,因此,本设计中采用 无速度的矢量变频器。知识目标:1、了解主轴驱动系统的控制原理。2、了解各种故障的产生原因。能力目标:1、能够对主轴驱动系统启动故障进行排除和处理。2、熟练掌握变频器的使用方
2、法。一、相关知识1、数控机床对主轴驱动系统的要求机床的主轴驱动和进给驱动有较大的差别。机床主轴的工作运动通常是旋转运动,不 像进给驱动需要丝杠或其它直线运动装置作往复运动。数控机床通常通过主轴的回转与进给 轴的进给实现刀具与工件的快速的相对切削运动。在20 纪 60-70 年代,数控机床的主轴一 般采用三相感应电动机配上多级齿轮变速箱实现有级变速的驱动方式。随着刀具技术、生产 技术、加工工艺以及生产效率的不断发展,上述传统的主轴驱动已不能满足生产的需要。现 代数控机床对主轴传动提出了更高的要求:1)调速范围宽并实现无极调速为保证加工时选用合适的切削用量,以获得最佳的生产率、加工精度和表面质量。特 别对于具有自动换刀功能的数控加工中心,为适应各种刀具、工序和各种材料的加工要求, 对主轴的调速范围要求更高,要求主轴能在较宽的转速范围内根据数控系统的指令自动实现 无级调速,并减少中间传动环节,简化主轴箱。主轴变速分为有级变速、无级变速和分段无级变速三种形式,其中有级变速仅用于经 济型数控机床,大多数数控机床均采用无级变速或分段无级变速。在无级变速中,变频调速 主轴一般用于普及型数控机床,交流
3、伺服主轴则用于中、高档数控机床。2)、恒功率范围要宽主轴在全速范围内均能提供切削所需功率,并尽可能在全速范围内提供主轴电动机的 最大功率。由于主轴电动机与驱动装置的限制,主轴在低速段均为恒转矩输出。为满足数控 机床低速、强力切削的需要,常采用分级无级变速的方法(即在低速段采用机械减速装置), 以扩大输出转矩。3)、具有4象限驱动能力要求主轴在正、反向转动时均可进行自动加、减速控制,并且加、减速时间要短。目 前一般伺服主轴可以在1秒内从静止加速到6000r/min。4)、具有位置控制能力即进给功能(C轴功能)和定向功能(准停功能),以满足加工中心自动换刀、刚性攻 丝、螺纹切削以及车削中心的某些加工工艺的需要。5)、具有较高的精度与刚度,传动平稳,噪音低。数控机床加工精度的提高与主轴系统的精度密切相关。为了提高传动件的制造精度与 刚度,采用齿轮传动时齿轮齿面应采用高频感应加热淬火工艺以增加耐磨性。最后一级一般 用斜齿轮传动,使传动平稳。采用带传动时应采用齿型带。应采用精度高的轴承及合理的支 撑跨距,以提高主轴的组件的刚性。在结构允许的条件下,应适当增加齿轮宽度,提高齿轮 的重叠系数。变速滑
4、移齿轮一般都用花键传动,采用内径定心。侧面定心的花键对降低噪声 更为有利,因为这种定心方式传动间隙小,接触面大,但加工需要专门的刀具和花键磨床。6)、良好的抗振性和热稳定性。数控机床加工时,可能由于持续切削、加工余量不均匀、运动部件不平衡以及切削过程 中的自振等原因引起冲击力和交变力,使主轴产生振动,影响加工精度和表面粗糙度,严重 时甚至可能损坏刀具和主轴系统中的零件,使其无法工作。主轴系统的发热使其中的零部件 产生热变形,降低传动效率,影响零部件之间的相对位置精度和运动精度,从而造成加工误 差。因此,主轴组件要有较高的固有频率,较好的动平衡,且要保持合适的配合间隙,并要 进行循环润滑2、主轴驱动装置的特点主轴驱动系统是数控机床的大功率执行机构,其功能是接受数控系统(CNC)的S码(速 度指令)及 M 码(辅助功能指令),驱动主轴进行切削加工。它接受来自 CNC 的驱动指令, 经速度与转矩(功率) 调节输出驱动信号驱动主电动机转动,同时接受速度反馈实施速度闭环 控制。它还通过PLC将主轴的各种现实工作状态通告CNC用以完成对主轴的各项功能控制。 为满足数控机床对主轴驱动的要求,主轴电动
《数控车床主轴系统》由会员re****.1分享,可在线阅读,更多相关《数控车床主轴系统》请在金锄头文库上搜索。
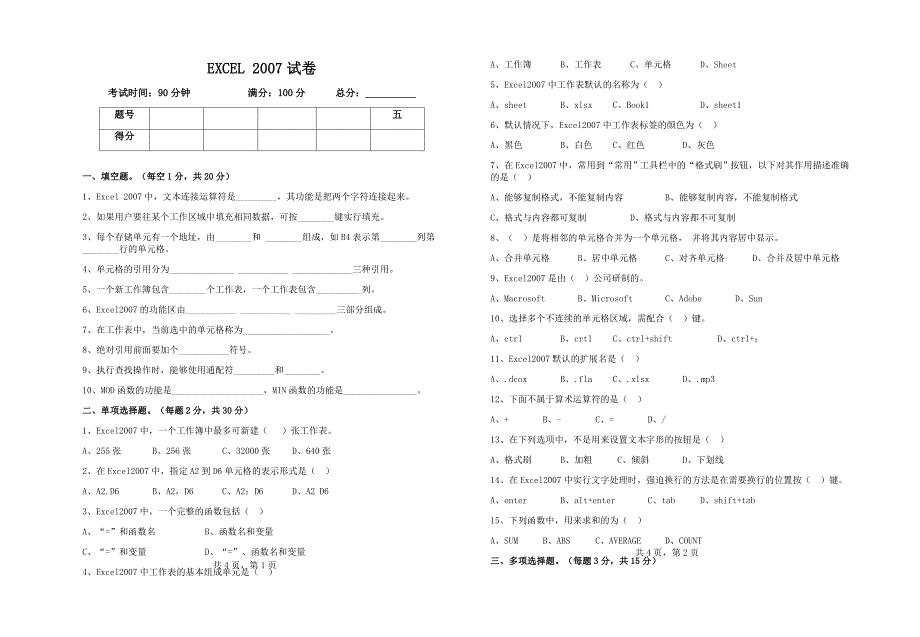
2014年春EXCEL期末考试考试
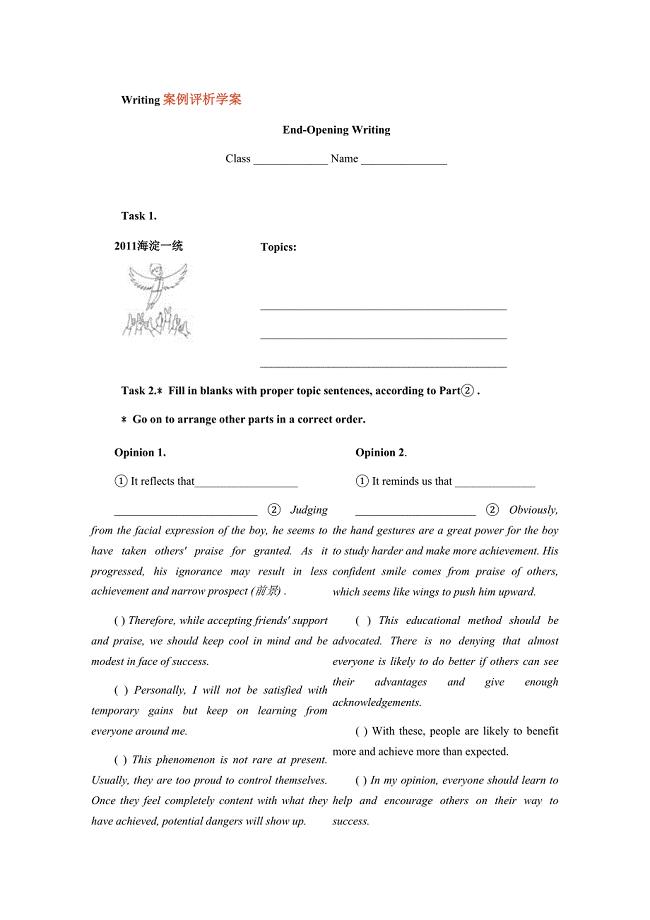
Writing案例评析学案.doc

八年级数学下册函数练习三无答案新人教版试题

2023年06月江苏盐城体育运动学校招考聘用专业技术人员6人笔试题库含答案解析

员工岗位晋升申请书范文5篇.docx

某公司财务部岗位职责说明
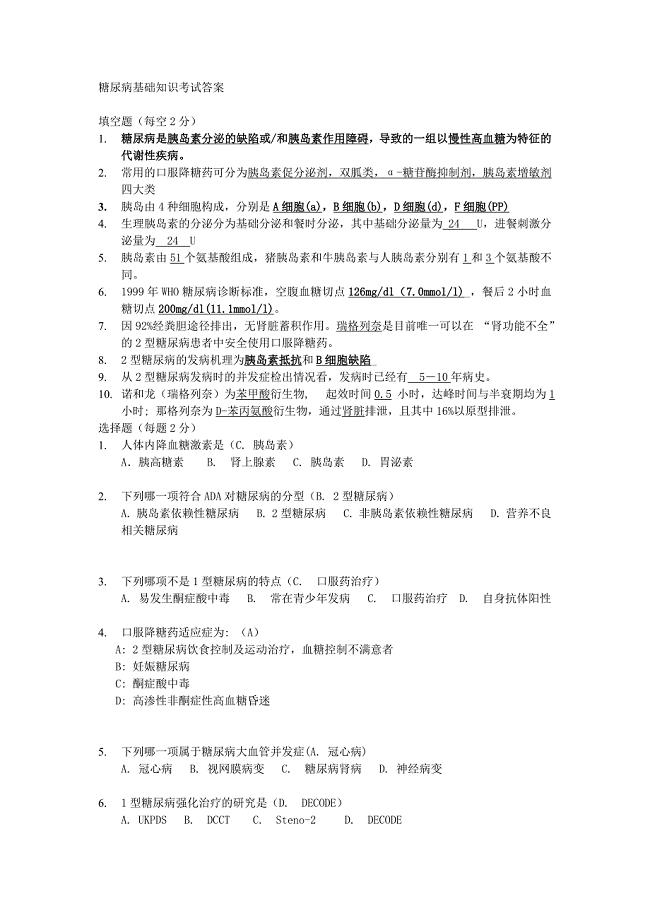
糖尿病基础知识考试答案.doc

2019年积累突破一年级下学期数学期末试卷.docx

2015第二季度目标考核表-Microsoft-Word-文档.doc
态度情感价值观目标.doc
房地产策划岗位职责(天选打工人).docx
特殊天气施工方案

2021年五年级语文下册期中考试卷(一套).doc
2010年街道办上半年工作总结及下半年工作计划.doc

竞聘部门经理的演讲稿7篇.doc
2022年货物运输合同模板合集九篇【精选汇编】

软件工程实验报告完整版

2023个人房屋租赁合同书范文(6篇).doc

政治教学中要注重情感投入.doc
多媒体技术与英语学科整合初探3.doc
 电动定扭矩扳手安全操作规程
电动定扭矩扳手安全操作规程
2023-10-24 2页
水泥自流平地面施工工艺
2022-11-02 3页
全民阅读倡议书(精选6篇)
2023-05-22 6页
软件项目标书
2023-05-03 22页
软件工程实验报告完整版
2023-09-19 45页
测试技术复习
2022-09-02 15页
涂层测厚仪操作规程
2022-09-17 10页
一路书香伴成长阅读分享活动实施方案
2023-09-06 5页
膨润土简介
2023-04-20 14页
从 一个实战案例谈高效执行力
2023-08-06 4页