
铸造内应力、变形和裂纹
8页
1、铸造内应力、变形和裂纹铸件完全凝固后便进入了固态收缩阶段,若铸件的固态收缩受到阻碍,将在 铸件内部产生应力,称为铸造应力。它是铸件产生变形和裂纹的基本原因。1 铸造应力的形成按照应力产生的原因,将铸造应力分为热应力和机械应力两种。(1) 热应力热应力是由于铸件壁厚不均或各部分冷却速度不同,使铸件各部分的收缩 不同步而引起的。它在铸件落砂后仍然存在于铸件内部,是一种残留应力。1) 残留热应力的形成现以框形铸件为例,分析残留热应力的形成过程。如图 3.12 中 1) 图所示 的框形铸件,由一根粗杆I和两根细杆II组成。假设铸件完全凝固后,两杆从 卄温度T固开始冷却,最后达到同一温度To,两杆的固态冷却曲线如图3.12 中2) 图所示。 Tk 为临界温度,在此温度以上铸件处于塑性状态。在此状态下, 较小的应力可使铸件发生塑性变形,变形之后应力可自行消除;在温度以下, 铸件处于弹性状态,在应力作用下将产生弹性变形,变形之后应力还继续存在。 IM.M a)b)2小框形铸件热应力形成过程表示H(应力T同IItoL t2图3. 12 I . II杆固态冷却曲线t3时间/客下面用图 3.12 中图 2
2、)所示的冷却曲线来分析热应力的形成过程。当铸件处于高温阶段(t-t)时,两杆都处于塑性状态,尽管此时两杆的冷速不同、收缩 01也不同步,但瞬时的应力可通过塑性变形来自行消失,在铸件内无应力产生;继 续冷却,冷速较快的杆ii进入弹性状态,粗杆I仍然处于塑性状态(t-t),12此时由于细杆 II 的冷速较快、收缩较大,所以细杆 II 会受到拉伸,粗杆 I 会受 到压缩(图b),形成暂时内应力,但此内应力很快因粗杆i发生了微量的受压 塑性变形而自行消失(图C);当进一步冷至更低温度时(t-t ),两杆均进入23了弹性状态,此时由于两杆的温度不同、冷却速度也不同,所以二者的收缩也不 同步,粗杆 i 的温度较高,还要进行较大的收缩,细杆 ii 的温度较低,收缩已 趋于停止,因此粗杆 i 的收缩必定受到细杆 ii 的阻碍,使其收缩不彻底,在部 产生拉应力;而杆II则受到杆I因收缩而施与的压应力(图d)。直到室温, 残留热应力一直存在。总之,铸件壁厚不均或各部分冷却速度不同使铸件的厚壁处或心部受拉应力、 薄壁或表层受压应力,且随着铸件壁厚差的增大、各部分冷却速度差的不同、铸 造合金线收缩率的提高、以
《铸造内应力、变形和裂纹》由会员pu****.1分享,可在线阅读,更多相关《铸造内应力、变形和裂纹》请在金锄头文库上搜索。
![生物进化的原因[1].docx](https://union.152files.goldhoe.com/2023-5/28/384525ea-b91f-4fed-b05d-17c6db22434f/pic1.jpg)
生物进化的原因[1].docx

气不足则胖血不足则瘦.doc
2023年江苏省苏州市太仓市沙溪镇项桥村社区工作人员考试模拟试题及答案

小学教师2022年年度考核工作总结

四川省2016年上半年造价工程师考试安装计量:常用涂料涂覆方法模拟试题
合并会计报表实务精要.doc
【教育资料】浙教义务版四年级语文上册教案-大自然的语言.doc
房地产公司财务部工作总结.doc

食品公司业务员工作计划范文(2篇).doc
厂房租赁合同解除协议

保密与竞业限制协议 (2)(天选打工人).docx

软件概要设计说明书(案例).doc
临汾麒麟电池研发项目商业计划书【模板范本】
最全的房地产开发公司管理制度员工手册.doc
2023万能实习生工作总结(3篇).doc
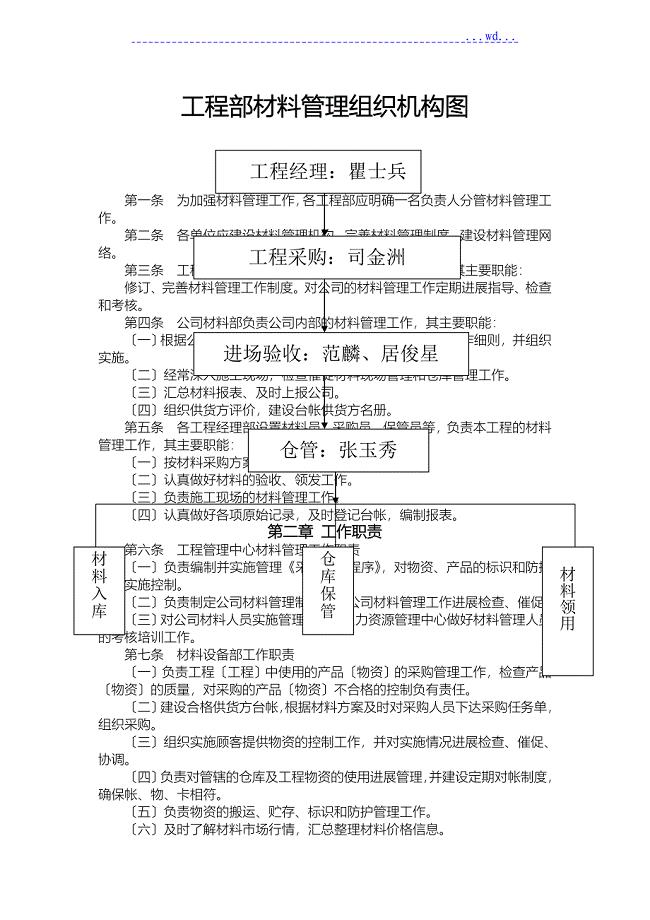
建筑施工材料管理规定

土地整理项目的实施方案
翼卡通产品介绍.doc
建筑公司劳务合同(汇编5篇).docx
外貌描写和肖像描写的区别.doc
 电动定扭矩扳手安全操作规程
电动定扭矩扳手安全操作规程
2023-10-24 2页
水泥自流平地面施工工艺
2022-11-02 3页
全民阅读倡议书(精选6篇)
2023-05-22 6页
软件项目标书
2023-05-03 22页
软件工程实验报告完整版
2023-09-19 45页
测试技术复习
2022-09-02 15页
涂层测厚仪操作规程
2022-09-17 10页
一路书香伴成长阅读分享活动实施方案
2023-09-06 5页
膨润土简介
2023-04-20 14页
从 一个实战案例谈高效执行力
2023-08-06 4页