
CPK是什么意思.doc
18页
1、最佳答案 - 由投票者9个月前选出Cpk过程能力指数 CPK= Min (USL- Mu)/3s, (Mu - LSL)/3s Cpk应用讲议 1. Cpk的中文定义为:制程能力指数,是某个工程或制程水准的量化反应,也是工程评估的一类指标。 2. 同Cpk息息相关的两个参数:Ca , Cp. Ca: 制程准确度。 Cp: 制程精密度。 3. Cpk, Ca, Cp三者的关系: Cpk = Cp * ( 1 - Ca),Cpk是Ca及Cp两者的中和反应,Ca反应的是位置关系(集中趋势),Cp反应的是散布关系(离散趋势) 4. 当选择制程站别用Cpk来作管控时,应以成本做考量的首要因素,还有是其品质特性对后制程的影响度。 5. 计算取样数据至少应有2025组数据,方具有一定代表性。 6. 计算Cpk除收集取样数据外,还应知晓该品质特性的规格上下限(USL,LSL),才可顺利计算其值。 7. 首先可用Excel的“STDEV”函数自动计算所取样数据的标准差(),再计算出规格公差(T),及规格中心值(u). 规格公差规格上限规格下限;规格中心值(规格上限+规格下限)/2; 8. 依据公式: ,
2、 计算出制程准确度:Ca值 9. 依据公式:Cp = , 计算出制程精密度:Cp值 10. 依据公式:Cpk=Cp , 计算出制程能力指数:Cpk值 11. Cpk的评级标准:(可据此标准对计算出之制程能力指数做相应对策) A+级 Cpk2.0 特优 可考虑成本的降低 A+ 级 2.0 Cpk 1.67 优 应当保持之 A 级 1.67 Cpk 1.33 良 能力良好,状态稳定,但应尽力提升为A级 B 级 1.33 Cpk 1.0 一般 状态一般,制程因素稍有变异即有产生不良的危险,应利用各种资源及方法将其提升为 A级 C 级 1.0 Cpk 0.67 差 制程不良较多,必须提升其能力 D 级 0.67 Cpk 不可接受 其能力太差,应考虑重新整改设计制程。CP是制程精密度指数,CPK是潜在能力指数,Cp是分散性,Cp(=T/6sigma)2,说明过程波动低于6sigma要求波动. W TV9 ) ; 4 e; Cpk是集中度,Cpk1.33,受控过程均值(Xbar)和目标值(Target)仍有不少距离,过程能力低于4sigma;反之说明高于4sigma0 l+ i9 A+ 0 y :
3、 m# L: E在Six Sigma中,Cpk1(3sigma以下)是不可接受的;1Cpk1.33(4sigma以上)Cp和Cpk基本上表達的都是過程能力指數,Cp表示當控制中心和規格中心重合時的指數;而Cpk則表示當控制中心和規格中心有偏差時(k為偏差系數)cpcpk,当控制中心等于规格中心时,cp=cpk。Cp只是反映了分散程度,而没有反映平均值的状态.3 s# D9 P& p3 E+ P2 r, e* bCpk是综合了平均值及方差的特性5 _( 4 Fv p9 5 l# i+ * w3 _/ aCp是当平均值等于目标值时的Cpk的数值.7 l0 v5 J m, u6 lCp永远大于Cpk.计算CP的时候我们是假设所采集的样本数据的中心就是目标值,而CPK是用样本的实际中心值来进行计算的,所以Cp没有考虑中心值和目标值的偏离可以理解为一种为潜在能力指数,一种为真实能力指数。cp與cpk的應用區別在於統計量的大小.統計量大時,用cpk可反映出制程能力;統計量小時,一般用cp值反映制程能力.Cp是短期工程能力它是不反映標准中心與實際中心偏移的情況。Cpk是長期的工程能力它是考慮標准中心
4、與實際中心偏移的情況它永遠小於或等於CPCp是制程能力指数,只考虑一致性程度,9 M: $ L( * n* , T) Y) 而Cpk是综合制程能力指数,同时考虑偏差和一致程度。Cp是不考虑4M的变更(用短期标准偏差计算),也不考虑平均值的偏移( v! s! L! p& t O2 Cpk是不考虑4M的变更(用短期标准偏差计算),但考虑平均值的偏移. U& J8 _( ( Q; M m2 Pp是考虑4M的变更(用长期标准偏差计算),不考虑平均值的偏移# t* 0 R/ i, 4 Y6 Ppk是考虑4M的变更(用长期标准偏差计算),也考虑平均值的偏移; n2 B0 T% d/ Do4 Q% p) 所以Cp是最理想的工程能力7 & W3 J( i# W5 D Ppk是最实际的工程能力2 ?% ! d3 d0 Is/ J$ y% q* C/ e: m q3 E( g, H9 v) 注:传统的Cp和Cpk是与MINITAB中的Pp和Ppk是相同的,有兴趣的话可以去计算验证我们在书本上学到的CPK/CP不知怎么样在工厂中去运用,希望大家指点平衡产能呀,为设备投入和人员投入提供参考数据呀过程能力指数,
《CPK是什么意思.doc》由会员桔****分享,可在线阅读,更多相关《CPK是什么意思.doc》请在金锄头文库上搜索。
高密度细胞库建立与灌注培养

股份转让简单合同样本.doc

基于PLC的SBR污水处理系统

坑头幼儿园2011学年第二学期大五班备课,第16周
公司奖惩管理办法(DOC 13页)

第四季度个人工作总结范文(3篇).doc
异分母分数加、减法2.docx
学士学位论文--切管机设计.doc
三角形内角和教学设计.doc
中国古代艺术.doc
耿达水电站闸首边坡及河道疏浚工程施工组织设计模板.doc
苏教版一年级语文上册期中试卷练习.doc
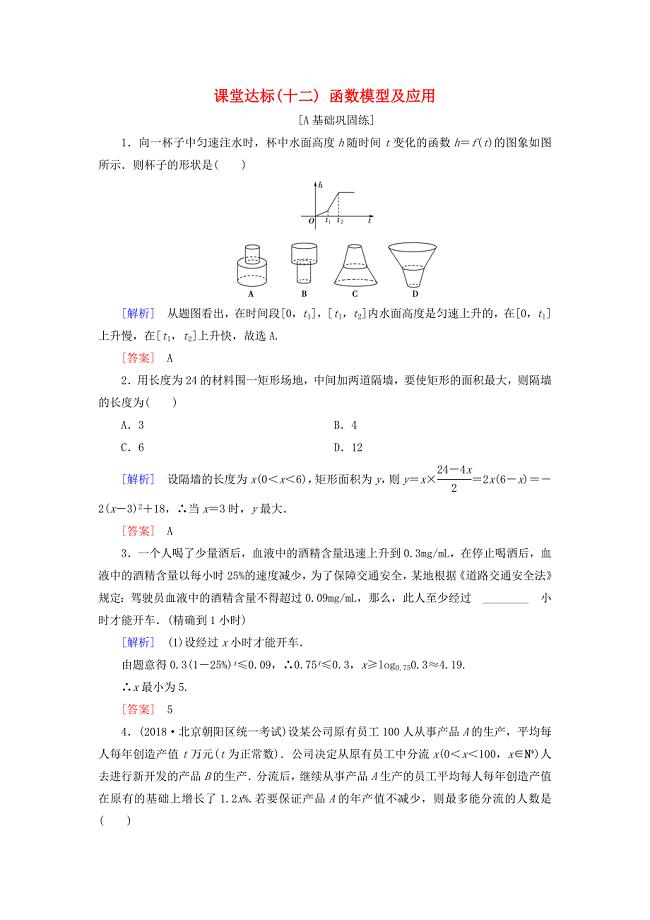
高考数学函数导数及其应用课堂达标12函数模型及应用文新人教版.doc

南京某站降压井设计方案

关于父母之爱的作文
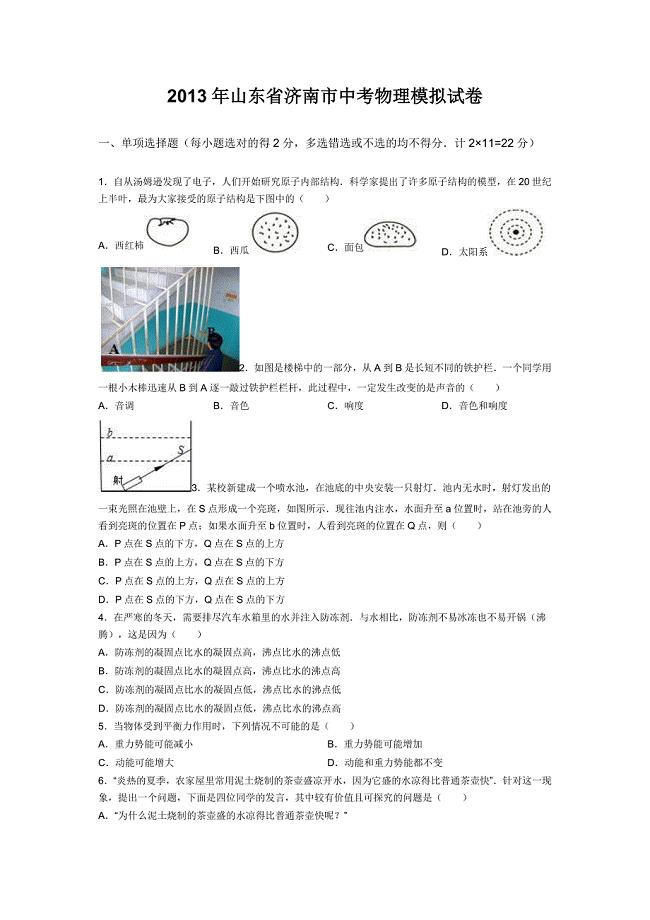
2013年山东省济南市中考物理模拟试卷.doc
2022年初级经济师人力资章节辅导:第一章(6).docx

数字信号处理中基于逆Z变换的系统响应的软件实现 课程设计.doc
建设工程项目管理总结.docx
北师大版三年级数学上册期中试卷_2.doc
 私募基金有限合伙基金募集说明书
私募基金有限合伙基金募集说明书
2023-05-06 21页
2017年春节回乡关于就业扶贫的调研报告
2023-10-23 3页
动产抵押合同(根据2021年民法典)
2023-04-04 4页
咨询公司合伙人制度管理办法.doc
2023-10-31 6页
网络信息安全应急预案演练总结
2023-09-15 4页
小学体育工作制度.doc
2022-11-11 6页
给水厂全套毕业设计开题报告.doc
2022-09-28 11页
带式运输机传动装置中的同轴式二级圆柱齿轮减速器设计说明书
2022-07-18 10页
人民医院消防应急疏散演练方案.doc
2023-04-01 7页
污水处理厂工程项目的重点难点问题及应对措施(完整版)
2024-01-02 6页