
慢走丝入门介绍
5页
1、慢走丝入门介绍一.电火花线切割利用火花放电时产生的腐蚀现象对材料进行尺寸加工的方法,叫电火花加工。电火花加工是在较低的电压范围内,在液体介质中的火花放电。电火花是一种自激放电,其特点如下:火花放电的两个电极间在放电前具有较高的电压,当两电极接近时,其间介质被击穿后,随即发生火花放电。伴随击穿过程,两电极间的电阻急剧变小,两极之间的电压也随之急剧变低。火花通道必须在维持暂短的时间(通常为-后及时熄灭,才可保持火花放电的“冷极”特性(即通道能量转换的热能来不及传至电极纵深),使通道能量作用于极小范围。通道能量的作用,可使电极局部被腐蚀。电火花属于不接触加工工具电极和工件之间并不直接接触,而是有一个火花放电间隙,这个间隙一般是在之间,有时可能达到甚至更大,间隙中充满工作液,加工时通过高压脉冲放电,对工件进行放电腐蚀。要使放电腐蚀原理用于导电材料的尺寸加工,必须具备以下几个基本条件:必须保持一定的放电间隙必须采用一定频率功率脉冲电源必须在一定绝缘性能的介质中进行放电加工过程中没有宏观切削力火花放电时,局部、瞬时爆炸力的平均值很小,不足以引起工件的变形和位移。可以“以柔克刚”由于电火花加工直接利
2、用电能和热能来去除金属材料,与工件材料的强度和硬度等关系不大,因此可以用软的工具电极加工硬的工件,实现“以柔克刚”。可以加工任何较难加工的金属材料和导电材料由于加工中材料的去除是靠放电时的电、热作用实现的,材料的可加工性主要取决于材料的导电性及热学特性,如熔点、沸点、比热容、导热系数、电阻率等,而几乎与其力学性能硬度、强度等无关。这样可以突破传统切削加工对刀具的限制,可以实现用软的工具加工硬、韧的工件,甚至可以用来加工聚晶金刚行、立方氮化硼一类的超硬材料。目前电极材料多采用紫铜或石墨,因此工具电极较容易加工。可以加工形状复杂的表面由于可以简单地将工具电极的形状复制到工件上,因此特别适用于复杂表面形状工件的加工,如复杂型腔模具加工等。特别是数控技术的采用,使得用简单的电极加工复杂形状零件成为现实。可以加工特殊要求的零件可以加工薄壁、弹性、低刚度、微细小孔、异形小孔、深小孔等有特殊要求的零件,也可以在模具上加工细小文字。由于加工中工具电极和工件不直接接触,没有机械加工的切削力,因此适宜加工低刚度工件及微细加工。电火花线切割的局限性仅限于金属等导电材料的加工加工速度较慢,生产效率较低存在电极
3、损耗和二次放电最小角部半径有限制快走丝与慢走丝的特点对比如下:线切割机床类型快走丝慢走丝电极丝运行速度电极丝运动形式双向往复运动单向运动常用电极丝材料钼丝(1)铜、钨、钼及各种合金(1)工作液乳化液或皂化液去离子水、煤油尺寸精度表面粗糙度设备成本低廉昂贵慢走丝是电火花线切割的一种英文简写是(-是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。它主要用于加工各种形状复杂和精密细小的工件,根据电极丝的材料不同(一种是钼丝,一种是铜丝),电火花线切割机床通常分为两类:一类是慢走丝(电极丝是铜丝)电极丝作低速单向运动,一般走丝速度低于m精度达级,表面质量也接近磨削水平。电极丝放电后不再使用,工作平稳、均匀、抖动小、加工质量较好。而且采用先进的电源技术,实现了高速加工,最大生产率可达由于慢走丝线切割机是采取线电极连续供丝的方式,即线电极在运动过程中完成加工,因此即使线电极发生损耗,也能连续地予以补充,故能提高零件加工精度。慢走丝线切割机所加工的工件表面粗糙度通常可达到卩及以上,且慢走丝线切割机的圆度误差、直线误差和尺寸误差都较快走丝线切割机好很多,所以在加工高精度零件时慢走丝线切割机得到了广泛的应用。慢走丝加工时在线电极与工件之间存在的疏松接触式轻压放电现象。当柔性电极丝与工件接近到通常认为的放电间隙(例如卩时,并不发生火花放电,甚至当电极丝已接触到工件,从显微镜中已看不到间隙时,也常常看不到火花,只有当工件将电极丝顶弯并偏移一定距离(几微米到几十微米)时才发生正常的火花放电。此时线电极每进给卩,放电间隙并不减少1,而是电极丝增加一点线间张力,工件则增加一点侧向压力,显然,只有电极丝和工件之间保持一定的轻微接触压力后才能形成火花放电。据此认为在电极丝和工件之间存在着某种电化学产生的绝缘薄膜介质,当电极丝和工件接触时因其在不停运动,移动摩擦使该绝缘薄膜介质减薄到可被击穿的程度才会发生火花放电。
《慢走丝入门介绍》由会员m****分享,可在线阅读,更多相关《慢走丝入门介绍》请在金锄头文库上搜索。

2011级学生实习岗前培训计划1.doc
房地产业主答谢活动主持词.doc
论析朱熹的行政伦理思想 朱熹思想.doc

四年级数学(四则混合运算带括号)计算题与答案汇编.docx
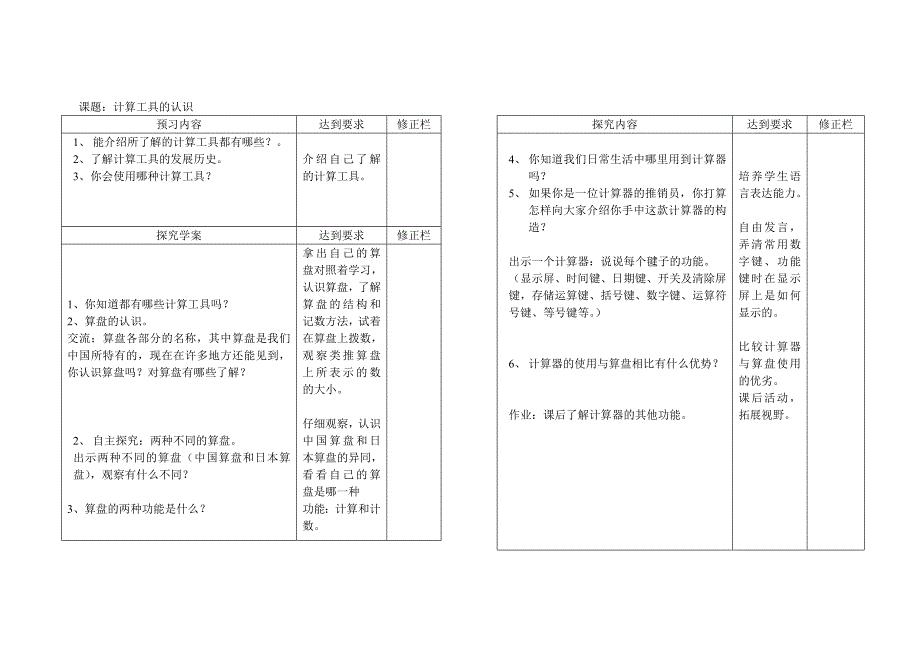
计算工具的认识
实习协议书规模板(3篇).doc

小学生爱做的100个科学小实验

水利水电工程高边坡专项施工方案.doc

MG700-WD型采煤机截割部的设计

国际工程承包合同争议的解决.doc
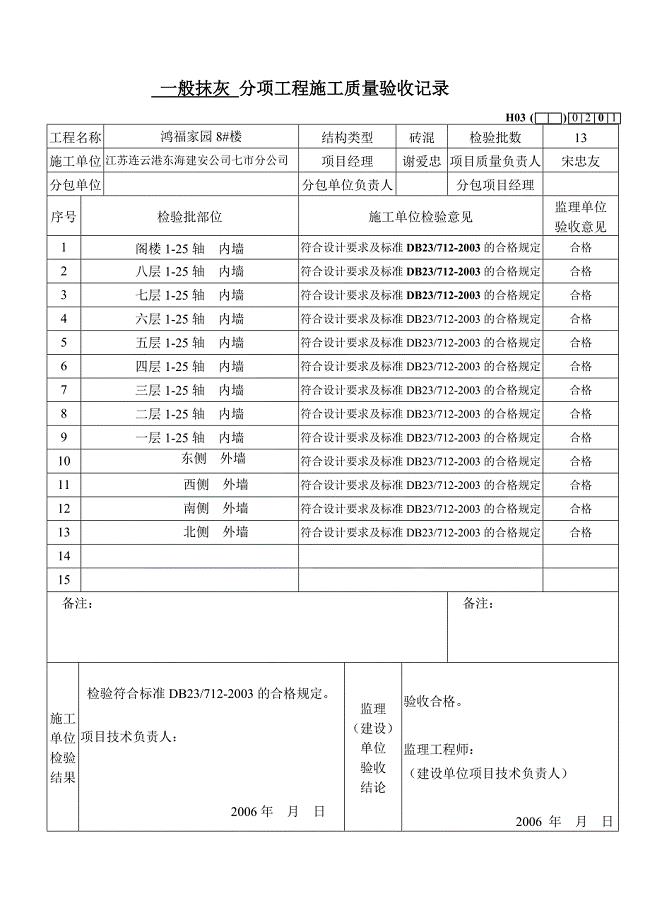
(完整版)装饰装修分项施工质量验收记录.doc
美食节调查工作报告范文

管理者授权问题的十个分析.doc

2023电工工作总结范文(4篇).doc

二、液体的压强9.doc

教育学生时教师的几种态度.doc
Pe管施工工艺.doc
成本中心计划(年度计划)流程(DOC 43)
风水罗盘浅释.doc
基于bs的校园网信息交流平台--大学论文
 第10周-假设法解题
第10周-假设法解题
2023-08-11 5页
养老保险分配比例
2023-02-13 11页
心理健康课教案
2023-04-16 13页
试卷保密承诺书
2023-04-01 8页
有关凤凰小小凤凰的
2023-02-13 4页
有关违纪检讨书三篇
2024-01-01 13页
驾驶员年终工作总结
2023-02-22 15页
好用的小学写景作文合集五篇
2023-07-31 11页
中华传统文化美德小说_传统文化小学生读后感
2023-07-23 4页
2020年CSCO尿路上皮癌诊疗指南
2023-04-17 7页