
(最新整理)316L不锈钢焊接工艺
8页
1、(完整)316L不锈钢焊接工艺(完整)316L不锈钢焊接工艺 编辑整理:尊敬的读者朋友们:这里是精品文档编辑中心,本文档内容是由我和我的同事精心编辑整理后发布的,发布之前我们对文中内容进行仔细校对,但是难免会有疏漏的地方,但是任然希望((完整)316L不锈钢焊接工艺)的内容能够给您的工作和学习带来便利。同时也真诚的希望收到您的建议和反馈,这将是我们进步的源泉,前进的动力。本文可编辑可修改,如果觉得对您有帮助请收藏以便随时查阅,最后祝您生活愉快 业绩进步,以下为(完整)316L不锈钢焊接工艺的全部内容。不得用于商业用途以后有316L的焊接件一定要按此工艺执行.焊工资质需由奥氏体不锈钢合格证。316L 不锈钢管道焊接工艺1。焊接准备1.1焊接方法:根据不锈钢的焊接特点,应尽可能减小热输入量,一般采用手工电弧焊、钨极氩弧焊两种方法,100 mm的采用氩弧焊打底加电弧焊填充盖面。100 mm且壁厚小于5mm的管道采用全用氩弧焊,壁厚大于等于5mm的管道采用氩弧打底,电弧焊填充盖面。1.2电焊机:由于不锈钢焊接易产生引弧夹钨和收缩气孔需要配备高频引弧和电流衰减特性的专用氩弧焊机。1.3焊材:焊丝
2、采用2.5/PPTIG316L,焊条采用:2.53.2/A022,使用前焊丝表面去除氧化层和油污使用丙酮或酒精揩干净;焊条应200250 烘干1h,存放保温筒内随取随用.1.4焊接电流:不锈钢导热效率低,约为碳钢的1/3,电阻率约为碳钢的5倍,线膨胀系数比碳钢约大50%,密度大于碳钢,因此焊接电流应小于碳钢焊接电流。手工电弧焊时焊机采用直流反接,氩弧焊时采用直流正接。在焊接打底层应尽量采用小直径焊材,小电流,降低焊接线能量,提高熔敷金属的流动性。因不锈钢导热性能差,故此应选用小电流避免焊条焊接过程中焊芯发红,药皮中气体保护成分过热挥发,造成焊条熔渣保护效果下降。组对间隙较大的焊缝采用单侧连续送丝焊枪连续摆动,靠液态金属的流动性与另一侧母材熔化结合,防止单侧咬边.手工电弧焊推荐电流(仅做参考)接头形式焊缝层次焊接方法焊接材料焊接电流I/A电弧电压V焊接速度cm/min管对接一层氩弧焊TIG316L2。575-8010-116-8二层氩弧焊TIG316L2.575-8010-1168手工电弧焊0222。580-8525269123。29010525-2610-151。5氩气:氩气瓶上应贴有
3、出厂合格标签,使用纯氩99。99%或高纯氩99。999,氩弧焊焊接不锈钢时,背面必须充氩气保护,保证背面成形圆滑,防止焊缝根部氧化降低焊缝耐腐蚀性。气瓶中的氩气不能用尽,瓶内余压不得低于0。5MPa。大管道采用在管道内局部充氩的方法,跟随焊接进度保护,流量为514L/min,正面氩气流量为12-13L/min.氩气保护不锈钢内壁熔化金属与空气隔离,防止不锈钢在高温情况下发生焊缝根部氧化.小径管氩弧焊时应做焊接管段可溶纸封堵,焊缝背面应提前送气,流量适当加大空气排出后,流量逐渐减小,焊接过程中应不间断地向管内充氩,停焊时滞后停气,使焊缝得到充分的保护,另外应特别注意的是,空气排净后才能进行焊接,否则影响充氩的保护效果.氩气流量应适当,流量过小保护不好,焊缝背面容易氧化;流量过大,焊接时产生涡流带入空气,保护效果也会变坏,同时会引起焊缝根部内凹等缺陷,影响焊接质量。充氩口应置于封闭段尽可能低的位置,空气排出孔应置于封闭段最高位置,因为氩气比空气重,从较低位置充人氩气容易保证获得更高的浓度,充氩保护效果也就更好。为了减少管内氩气从对口间隙处流失,影响保护效果,增加成本,焊接前可沿焊口间隙贴上
4、水溶胶带,仅留出焊工一次连续焊接的长度,边焊边揭去胶带。右图为自制管线充氩装置供参考1。6焊接参数:因不锈钢热膨胀系数较大,焊接时产生较大的焊接应力,要求采用严格的定位焊。对于大管道应控制焊接温度,降低焊接热应力,大管道焊接建议采取对称分段花焊的焊接方法.焊接不锈钢不易摆动,应采取小电流快速焊.对于d89 mm 的管采用两点定位,d=89219 mm采用三点定位,d219 mm 的采用四点定位;定位焊缝长度6-8 mm。1.7坡口及焊道布置:相对于碳钢,不锈钢在熔化后粘度大,流动性差,易形成层间未熔合等缺陷,坡口形式常采用V 形坡口,采用较小的焊接电流,因不锈钢焊接熔深小,因此坡口的钝边比碳钢小,约为0-0。5mm,坡口角度比碳钢大,约为65-70,因不锈钢比碳钢穿透力小,对口间隙应比碳钢适当增大,装配前做好焊缝区的清洁工作,使用角磨机打磨破口内氧化层毛刺铁锈等,融合区及母材不准使用角磨机打磨,接头两侧各50mm范围的内、外表面用丙酮或酒精清洗干净不得沾污。不锈钢焊接时应采取防飞溅措施(如刷白灰等方法)保护母材免受飞溅烫伤污染。焊后用不锈钢扁铲(不得采用碳钢)彻底清理熔渣和飞溅.不锈钢
《(最新整理)316L不锈钢焊接工艺》由会员工****分享,可在线阅读,更多相关《(最新整理)316L不锈钢焊接工艺》请在金锄头文库上搜索。

如何正确使用橄榄油除痘.doc

企业战略管理客观题期末复习资料秋季.doc
小小竹排画中游 .doc

2023年医院工作总结范文(3篇).doc
2023教案人教版小学二年级下册19最大的书.docx
较复杂的分数乘法应用题
林业工作总结.doc
关于技校生自我鉴定七篇
七年级英语上册同步测试:Module 2 Unit 7 Signs around us

六年级下册总复习数与代数练习题.doc

小学生学习习惯调查表 .doc
“微讲台”微课程制作系统使用技巧
领班不受员工欢迎的二十个类型.doc
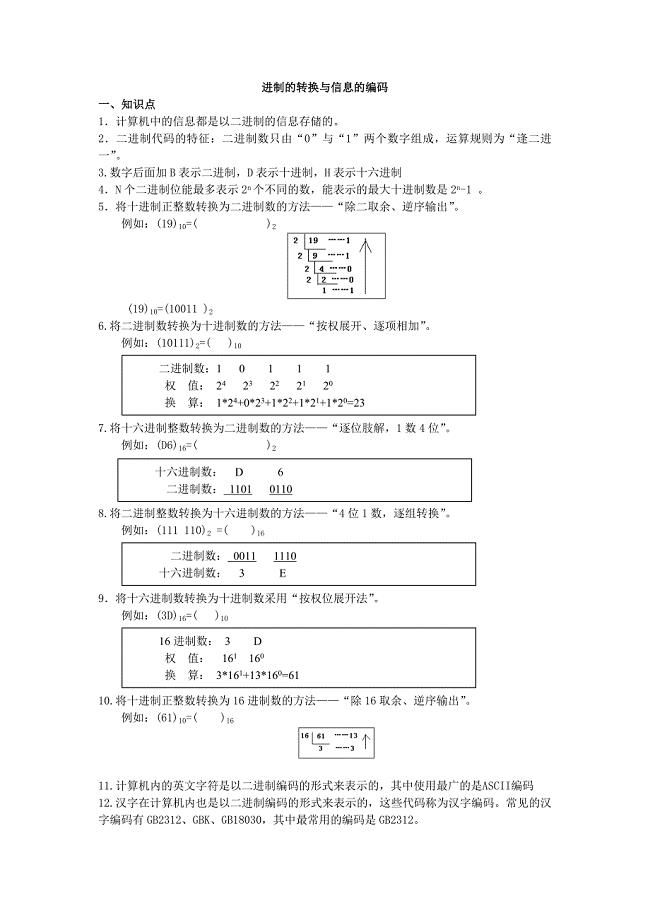
进制的转换与信息的编码.doc
赞美老师的诗句
放射工作人员职业健康管理办法
采购工作计划怎么写.docx
五年级下长方体和正方体应用题专项训练.doc
浅论可持续发展-从口号到行动—政府、企业与个体的人文精神及社会责任.docx
出门要解决的服装问题.doc
 MG700-WD型采煤机截割部的设计
MG700-WD型采煤机截割部的设计
2023-09-02 55页
基于plc皮带运输机控制设计毕业论文
2022-10-03 71页
清洗剂项目立项申请报告发改委立项.docx
2024-02-12 40页
2018年最新离婚协议书(简洁版)四份汇编
2022-10-04 6页
尾矿库安全现状评价.doc
2022-11-13 49页
名师工作室个人发展目标
2023-08-24 2页
某工程地下防水施工方案(含报价单)
2022-12-17 6页
oa系统管理员工作总结
2023-01-14 43页
公司企业文化建设方案
2022-09-23 10页
高考农村专项自荐信
2024-01-16 9页