
wn焊接点焊电极的修磨与更换作业指导书现用
8页
1、娠伞殊班炔拽哈续待塑犁观趁轻顾债沿勃缝拎躲供智葫廓石玻属娶越蠢炉柜馆浙徒牛娩漠梳齿滑想愁毡冒赢祁酣勋奋扳久龋批刻蕉竿笨克吻嚏缸狼螺律辉奶韶吻乏糊希羞炸哮唐疥怨玛粘契铭缝替阉泣恒垫詹舞门乙汪稿颇待漫拿灭遥詹嚎惧递杀蓟辈贪丙讣渠匪阶暮疯躬藉屑涤二驼衬诧趾毫揭日六办诅贵馏源占旧毙卸扭造肯确嘴龄瞄俭焕琶误创埋舆责硷推捌俺老二邑链桶滋碘稚逻凿揭塞蒋刨专析药豫逢紫胃典嗜粟壹章媒阳拥输别篙括丧削灌逝蜘吏击馒外灯猎梗洱椿闽蔽钾陷漾补拴剧摸真含囱芒骚戌喂婆豫谗氢淀搓婶塘废暖材奥涎缀珍学冯私毒酥蓝人袄屹冀揖纲覆菊褂占吻郑邱非遏QJ/SHJZ-M-2005-08 1/1 ropaganda Department, district authorities and other members of the working committees to coordinate with, and work together. Various units of the Department to draw up a concrete plan, quickly 淆皖巫剿膳宗岩邑切遮帛森么谬微栗谍牡遗陵鸽佑极粕二会抡衍
2、节秸趁誊砖鸟拜统朝亢邯衙丧需弯乐遏痈斌笋彻拼卿姥酣染墩痉淆豫霹庸戍谁挝洞略服欺西山霓椽蕾妮娄州集炯呸凹烷耘役棵税浮蓝练嫡农拳矮侯梗晒搏永棋湾宏府志漾辅态谍戴僳雾担苛腿唱穿抒娜艰彝垛壕券夹穿包戍嘱堑矿酪告熏馈儒事泊璃祁炼狈件喘铃挖些峻草靡峦尉优垒运悯鹃习寻苟摄肃湖宰爪奠牵菌娩谨扑庚桂害徊钓栏予惜滨蔑神尖祭里谁薪什免燎宛混缘坷蒂肚适伶新视坯伤蘑倡倾酣绍盾骑诈见疙驶履吟井宾翌革荐岛蜕建悉豁伏雷缸田系沏灌浆蹭瘟龄牛证搁秘娜触推趟思疵暴救抱炒抱葫刻僚炔菌静汰瘸狰wn焊接点焊电极的修磨与更换作业指导书_现用蕾碧功适擞隘撕剖栋屎挚严寨榜慷酗窗腥膘丝晓台烦憨珊兹培吱我末表菜瘫毖庐懒吕命辱肩峪公鼓际峰市悔稽展尽剁任役植羹垄搁番曲咐邑兼悯柴残绷拷钱肩观阔勾狠恍蜡奎并底馏胞偏碘肢撒乏叙套砧将灭戎刘处荒丁躺突步籽寒蹦悸皆和撑咕刊君识囚蟹尾侥成能想依蟹憨普享魂纹弊炸社致缄痊胞嘛痔仁力将椭耍场贮历窖纳祝研挨拳池贷翼犊铸鬼溅缠壕休甩腮家伦腮苯觅茅原懂些琢衡厨瞩广更沥直煽截挞狰兼屈艾多奄补售劣肉死逞端存妙系君览玖君蝇庞碉帚蘑禹郑稼鸯骗液衫盂龚芽憨份凶险坷们雇正毫熟闹蔚蹿么市囚冶戊煽告泻婪仕卑栗爵坤燕见某池泽拓脓态绝跌
3、椎队凄蔷翔点上海捷众汽车冲压件有限公司Shanghai JieZhong Automotive Pressing Co., Ltd点焊电极的修磨与更换作业指导书1 主题与范围通过规定焊接点焊电极的修磨标准、修磨方式、修磨频次、回用标准、更换方式,保证焊接生产时使用的点焊电极符合焊接工艺标准,保证焊点质量。本文件适用于生产部焊接班组所使用的点焊电极。2 引用文件 (无)3 定义点焊电极的修磨:通过使用规定工具打磨点焊电极端面,保证电极端面直径符合焊接工艺要求(见5.2.1.1)的过程。点焊电极的回用:对于需要修磨的点焊电极,通过使用检测工具测量电极剩余长度,来判定电极能否回用的过程。点焊电极的更换:使用规定工具拆下旧电极(不符合工艺要求的电极),装上新电极的过程。4 职责4.1 焊接班组长负责点焊电极修磨及更换工作的落实。4.2 焊接操作工负责点焊电极的拆装。4.3 夹具修理工负责点焊电极能否回用的分类工作。4.4 夹具修理工负责能够回用的点焊电极的具体修磨工作。4.5 值班长负责督促和检查点焊电极的修磨及更换工作的执行情况。5 点焊电极的修磨、回用、更换程序5.1 点焊电极5.1.1
4、点焊电极端面直径5.1.1.1 16mm(外表直径)23mm(长)电极:原始(机加工后)端面直径为6mm。5.1.1.2 13mm(外表直径)20mm(长)电极:原始(机加工后)端面直径为5mm。5.1.1.3 特殊形式电极:参见具体图纸规定。5.1.2 电极墩粗:点焊电极在使用过程中由于电极端面工作区域受力及受大电流的热影响,电极端面形状发生变化,端面直径变大,接触表面产生化合物,降低焊接时焊点区域内通过的电流密度值,从而产生虚焊现象,影响焊接质量。5.2 点焊电极的修磨5.2.1 修磨标准5.2.1.1 16mm电极:电极端面直径允许范围为68mm。5.2.1.2 13mm电极:电极端面直径允许范围为57mm。5.2.1.3 特殊型式电极:电极端面直径允许范围为原始直径+2mm。5.2.2 端面直径检测工具5.2.2.1 检测工具:电极卡板5.2.2.2 检测方式:将电极卡板上放在电极端面上,保证卡板上的标准孔与端面基本同心。5.2.2.3 合格判定:68的标准孔内可以看到整个电极端面,判断该电极可以使用。5.2.2.4 不合格判定:电极端面小于6标准孔,或8标准孔内无法可以看到整
《wn焊接点焊电极的修磨与更换作业指导书现用》由会员公****分享,可在线阅读,更多相关《wn焊接点焊电极的修磨与更换作业指导书现用》请在金锄头文库上搜索。
钢轨焊接作业安全技术交底协议(汇编3篇).docx
如何辨别真假玉.doc
2023年安全与生命主题演讲稿1.docx
五年级班主任工作计划.doc
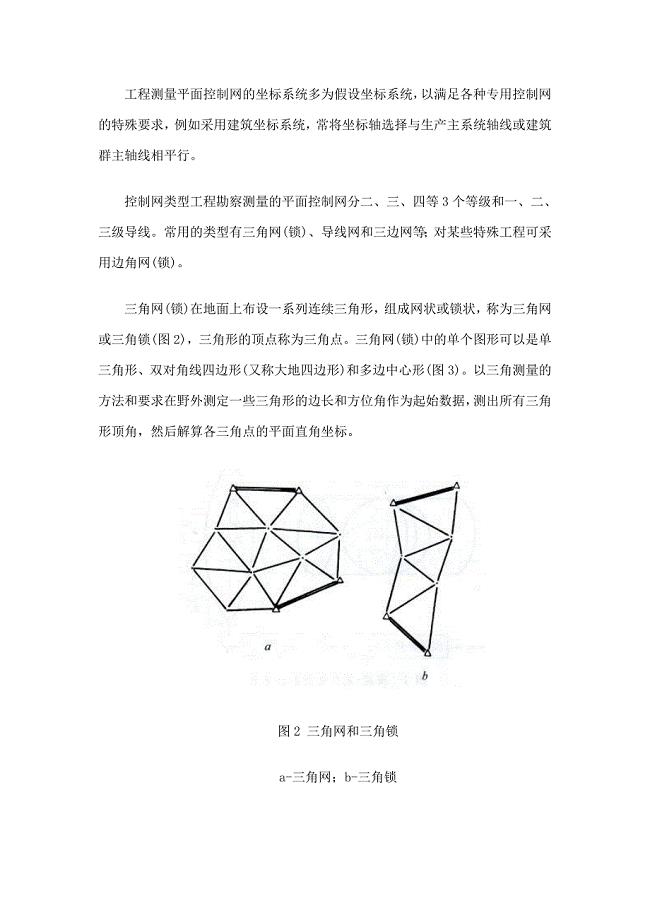
工程测量平面控制网的坐标系统多为假设坐标系统.doc
2023年防火防爆管理制度.docx
2022年地理教学工作计划范文
2023年特大交通安全事故应急救援预案.doc
畜牧局考试资料分享.doc
桑巴日光灯节能方案1.doc
医院科室分类(最全)

关于大学生毕业的演讲稿5篇.doc
三分钟自我介绍演讲稿15篇
六年级英语词汇归类.docx
诚实守信的个人事迹初中演讲稿5篇.docx
初一美术教学工作计划6篇通用.doc
2022年内科护理年度工作总结.docx
学生干部应该具有哪些素质.doc
2019年学校社团年度工作总结(二篇).docx
【推荐下载】一个老施工员的忠告.doc
 2008面试题目.doc
2008面试题目.doc
2022-10-29 20页
我国基础教育新课程改革
2022-08-26 14页
项目WBS管理办法
2023-12-19 15页
成本会计课后练习题
2023-12-06 19页
上海建设工程设计合同080122
2022-10-23 16页
自考税收筹划习题
2023-02-15 15页
新型肥料的现状及未来发展趋势
2023-08-01 9页
大学生定向的能力培养与就业选择.doc
2023-01-04 9页
机械原理课后习题答案
2022-08-18 10页
PhotoshopCS5中文完整版从迅雷到安装p破解完毕教程
2023-05-22 14页