
铝合金砂型铸造件常见缺陷特征形成原因及防止补救办法
21页
1、铝合金砂型铸造件常见缺陷特征、形成原因及防止、补救办法缺陷名称缺陷特征及 发现方法形成原因防止办法及补救措施1.气孔铸件表面和1.由于浇注系1.正确地设计浇注系统,米用底注式内部的小孔洞。统设计不正确,或缝隙式开放浇注系统(浇道比为直:其表面一般光在浇注合金液横:内=1: 3: 3),采用锥形直浇道,滑、干净发亮,时带入气体其直径应,防止产生涡流呈圆形。皮下气2.由于铸型透2.浇注系统各部位的连接处应加工成孔则呈梨形;多气性不好,型腔圆滑转接,避免合金液冲击型腔壁和分布在铸件表内气体跑不出型芯。浇注时要以连续平稳的液流注面或靠近型壁来入,防止转入空气。型芯处及出气3.砂型或型芯3.米用透气性好的型砂和芯砂,防止冒口下面。经吹材料中混入了混入有机物或矿物,并在横浇道末端砂后发现表面有机物或矿物设出气孔气孔、经X光透(煤渣、焦碳4.充分混合型砂和芯砂,使粘结剂均视和机械加工等)而发气匀包覆在每颗砂粒表面后发现内部气4.内外冷铁表5.装配好的砂型和型芯应在4h内浇注孔。面和工作表面有气孔和凹坑完毕,防止停留过久而吸潮6. 合理设置冒口,起好补缩和排气两 个作用7. 在浇注系统中安设过滤网、集
2、渣 缓 冲包,使合金液保持稳流8. 合理安放冷铁9. 对要求无气孔、疏松的平面,可放大机械加工余量,以便在机加时去掉有气孔缺陷的表面,或在此平面安放冷铁2. 一般呈暗灰色的1.原材料及重1.使用合格的原材料和重熔旧料的夹渣群集或单个分熔料中混入了2.严格遵守合金的熔炼工艺,保证获布在铸件上部夹渣得纯净的合金液水平面上,或在2.合金液中的3.米用底注或缝隙开放式浇注系统,浇注缝隙的导熔渣及其它非设置撇渣、集渣结构、安设过滤网,入口,或两铸件金属氧化物未加强浇注系统的挡渣作用壁的转接处,或排除干净4.缓慢平稳连续地进仃浇注,保证合盲端和铸件内3.浇注系统设格合金液不断流,决不用小容量的浇部。在用X光透计不合理,浇注包浇注大容量的铸型(件)视、喷砂或机械时把浮渣卷入5.充分精炼合金液,在浇注前一定要加工后发现型腔4. 合金液进入 型腔的速度过 大,氧化膜或熔 渣卷入型腔5. 精炼后扒渣 清理不完全,静 置时间不够或 在高温下搅拌 合金液太多而 造成再次氧化静置35min,并适当降低合金液的浇注温度6.采用带隔板的挡渣浇包浇注,在浇 注刖要撇除干净合金液表面上的氧化 皮及熔渣6.浇注时断流3.
3、冷隔外观是合金液1.合金液浇注1.根据铸件的结构形状和合金的特未合拢的条纹温度太低,流动性,适当提高合金液的浇注温度状或人字状的性差,使两股液2.控制砂型的含水量在5.5%之内。砂凹坑,再其附近流汇流处因合型的紧实度要均匀,并取下限值,防有氧化皮,一般金液有厚氧化止浇入合金液后产生气体和再次氧出现在铸件的皮而不能对接化、隔阻液流的汇合和熔接顶壁上、薄壁水和熔合在起3.砂芯应当烘干,修补型芯涂刷的涂平面或膏也要烘干,以免合金液进入后产生垂直面上、厚薄气体,形成气垫壁缺陷名称缺陷特征及发现方法形成原因防止办法及补救措施3.冷隔转接处、薄筋壁2.浇注系统设4.尽可能不米用发气量大的型芯材料面上或棱角处,计不合理,或铸5.在易产生冷隔、欠铸处的砂型或砂以及铸件的外件的浇注位置芯上多扎通气孔或安放出气冒口,防缘圆角太小合摆放不合理,使止合金液受气垫压力的阻碍而不能很金液不畅处。多合金液汇流处好的熔合在铸件喷砂、腐集中在铸件的蚀和氧化处理薄壁部位后作宏观检查、3.铸型的排气放大镜检查、荧性不好,合金液光检杳、X光检充型受到型腔查时被发现内气垫的阻隔而不能熔合4.浇注时断流, 先充型的合金 液已结壳
《铝合金砂型铸造件常见缺陷特征形成原因及防止补救办法》由会员夏**分享,可在线阅读,更多相关《铝合金砂型铸造件常见缺陷特征形成原因及防止补救办法》请在金锄头文库上搜索。

我们要乐“学”小学老师读书感想.doc

东镇摩托车的故事.doc
北京市二手车行纪销售合同(BF.docx
经营性开发对贫困地区农民增收的影响及对策.docx
小型化企业管理
人教版六年级下学期语文课文内容填空全能专项练习含答案
2023感恩节作文300字5范文.docx
衣帽间的学问.doc
大学生学期个人总结范文例文集合.docx

管理学(罗宾斯著)试题.doc

早期教育需注意的问题.doc
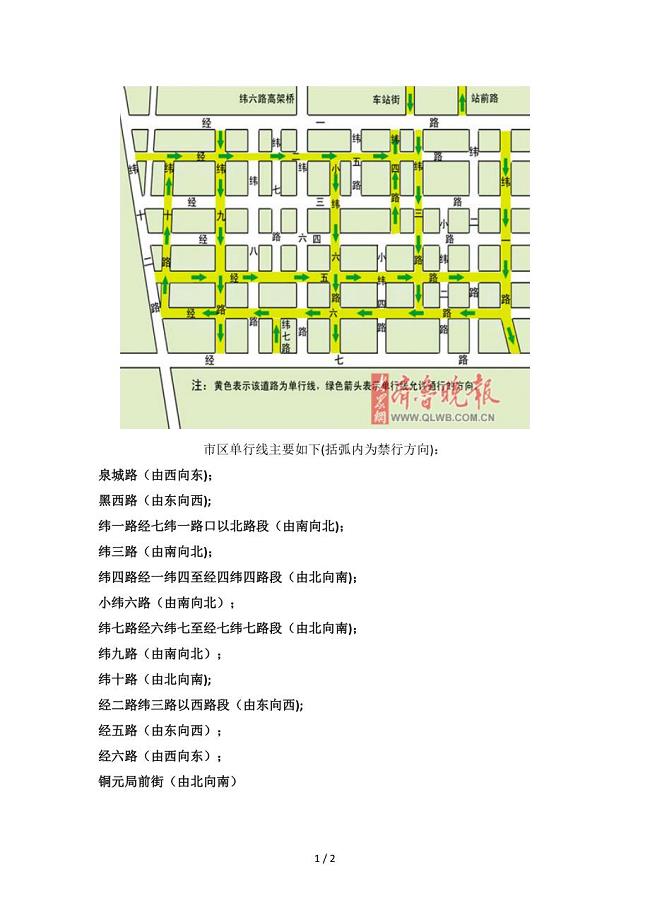
济南市区单行线一览
人才市场运行体制改革若干问题党建党委.docx

陪伴是最长情的告白高三作文2
2023年在全区农村党建带团建工作会议上的讲话.docx

门面租赁合同范文合集7篇
生物科目教学任务计划范文2022
小学三年级上册数学教案:时间的计算

烟囱工程施工组织设计

毕业论文-夏商怡翔华都酒店经营管理分析.doc
 信访条例知识竞赛题(附答案)
信访条例知识竞赛题(附答案)
2023-10-24 20页
2022年文化产业发展总体情况及重点工作总结范文
2023-04-12 12页
实验室常用菌种的保存和管理-最新文档资料
2024-01-24 4页
工具仪表使用管理制度
2023-10-31 6页
土建工程工作范围
2023-06-15 13页
2020专业技术人员继续教育
2024-01-25 10页
猕猴桃的种植
2022-10-01 3页
走向公共管理语境的公共治理理论
2023-07-10 3页
银黑地膜覆盖使用技术
2023-12-07 2页
空调节能等级
2022-12-27 5页