
发那科机器人焊接系统操作培训课程
16页
1、机器人焊接系统操作培训课程POWERWAVE 455R/M和355操作概述1。POWERWAVE 描述1。1 逆变电源-基于高性能的带脉冲功能的数字焊接电源- 它的独特地与送丝机的联接,为系统提供 了同步操作;它有能力在复杂的、高速信号波形控制下形成连续的、精确的焊接电弧。 Powerwave 提供优秀的、代表目前技术发展水平的焊接能量的控制,可将飞溅和烟气控制在 最小的范围内。1.2 所有不同的焊接工艺的程序,在出厂时就被编译并记存在焊机内,当操作员输入某一个焊接工 艺以后,焊机就会自动地执行这个焊接工艺的程序。1.3 此焊机具有以下焊接工艺:GMAW 具有或不具有脉冲FCAWSTT (仅在455R/ M中具有此功能)1。4 Powerwave允许在CV模式下设置实际焊接电压.1.5 在GMAW-CV模式中,WFS和电压可以独立地被设置,此时Powerwave如同其它通用的焊 接电源.1.6 Powerwave通过调整Trim”,对具有脉冲的焊接工艺来调整焊接电压。1.7 用于机器人的PowerWave与半自动和手工焊的PowerWave比较,区别在於使用了一些不同的 硬件和软件。例
2、如,不能用Robotic PowerWave进行焊条焊接.1。8在出厂前已为PowerWave与机器人的准确通信连接进行过校准。2。连接2。1输入电源:455R;在焊机后方,卸下屏板,连接输入电源电缆,调整电压的接头,出厂时被设置在440 460VAC 处355i ;没有电源开关,电源通过一个机器人控制台内的断路开关进到355i,当断路开关打开,电 源被接通到355i。2.2 焊接电缆、正极和负极,前面板。正极性;大多被使用于GMAW和STT的焊接工艺,正极螺柱连接到焊丝;负极螺柱连接到工 件。负极性;主要被使用在某些FCAW的焊接工艺,正极螺柱连接到工件,负极螺柱连接到焊丝。2。3 Powerwave 出厂时被设定在正极性。当需要设定负极性时,焊机内部的极性开关必须被设置 在负极性,参看Powerwave操作手册。2.4 STT螺柱一仅455R/M具有,用于STT焊接工艺和低于325安培时Powerwave焊接工艺。PW455R/M螺柱(正极螺柱时的355.I和455M)为Powerwave焊接工艺。2.5 送丝机控制电缆,与安装在机器人手臂上送丝机连接.2。6 送气管- 连接在送丝
3、机后面,送丝机安装在机器人手臂上。2.7 机器人接口电缆位置,455在焊机面板下方,355。i在焊机内部。2.8 电压传感导线:21号导线用于STT的焊接工艺,GMAW工艺可用可不用。2。9 455具有辅助的115VAC电源插座.3. 控制面板3。1 455有电源控制开关。3.2 高温警示灯。3.3 状态显示灯:A,静止的绿灯一系统运行正常.B,闪烁的绿灯-刚启动焊机时。C,当绿灯和红灯交替闪烁时-系统有故障:关闭电源,排除故障,打开电源,重新启动。D,静止的红灯一参看设备说明书中排除故障部分或与林肯电器联系.E,M型455且有绿灯显示送丝状态.3。4 回路开关。4。水冷器。 (仅455焊机具有)4.1 启动开关4。2 冷却水管进出接口,回路开关,加水口 .4。3 水一用蒸馏水。在结冰或低温情况下,使用50 水和50%乙二醇溶剂。4.4 装有一个水流传感器,如果流量不被检测到或水流压力太低,焊机将不会工作.5。建立焊接程序:5。1使用Powerwave焊接您的焊件,首先必须通过机器人的示教盒选择适当的焊接工艺,并在示教 屏幕上设定一些参数如下:焊接方式:GMAW,FCAW,脉冲(Pul
4、se),STT.焊丝材质:钢(steel),不锈钢(Stainless steel)和铝(Aluminum)。焊丝直径: 035(0.9mm), 045(1.2mm) 。焊接气体:氩气/氧气,氩气/二氧化碳。5。2 焊接工艺一旦确定就被保存在标题”焊接工艺”之下。可以定义有2个焊接工艺在5。 30软件版 本以上是8个.5。3你所选定的焊接工艺号被设定在焊接参数表中,焊接程序在起弧时,机器人指令Powerwave 执行你选定的焊接工艺号进行焊接。5。4 参见后面几页的说明细节,进行如下设定:焊接工艺显示屏焊接设备显示屏焊接参数表显示屏6 在焊接参数表内设定电压和送丝速度:6。1 设置您所期望的送丝速度。6.2 CV焊接工艺其电压是设定一个实际的焊接电压值;带脉冲的焊接工艺其电压是对”Trim进行设 定,使的Powerwave在一个程序化的电压下与您所设定的送丝速度相匹配而很好地运作。这个 程序化的电压可以通过改变”Trim而调整,”Trim的调整范围是从0。5到1。5,在Powerwave 的记忆体中”Trim”1.0代表了预置电压。当”Trim”小于1。0,表示降低电压当Trim大于1
《发那科机器人焊接系统操作培训课程》由会员m****分享,可在线阅读,更多相关《发那科机器人焊接系统操作培训课程》请在金锄头文库上搜索。

2023销售顾问年度工作总结范本(六篇).doc

刘国梁名人故事

秋季新学期幼儿园安全工作计划范文(6篇).doc
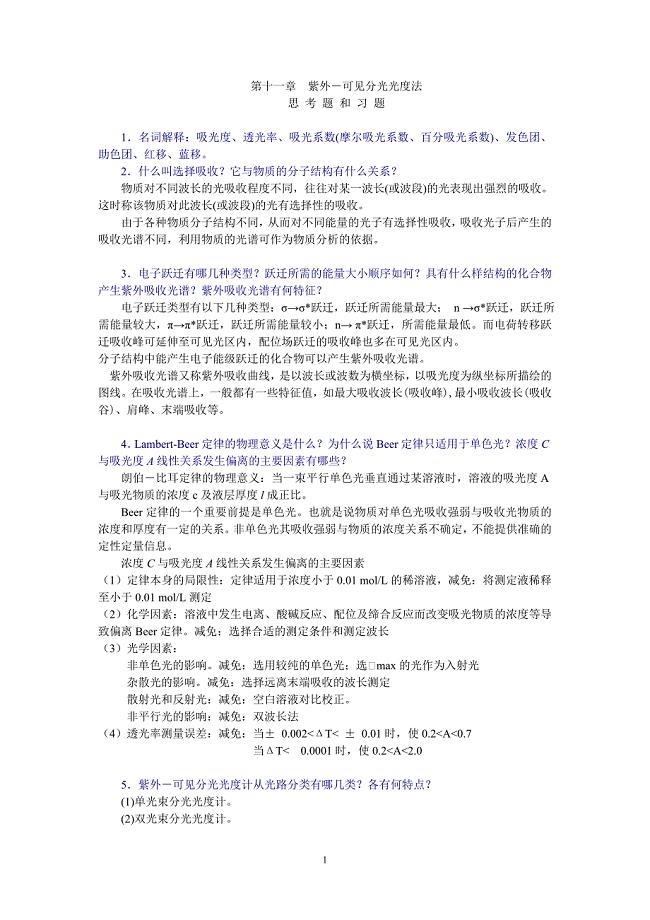
紫外-可见分光光度法习题答案.doc
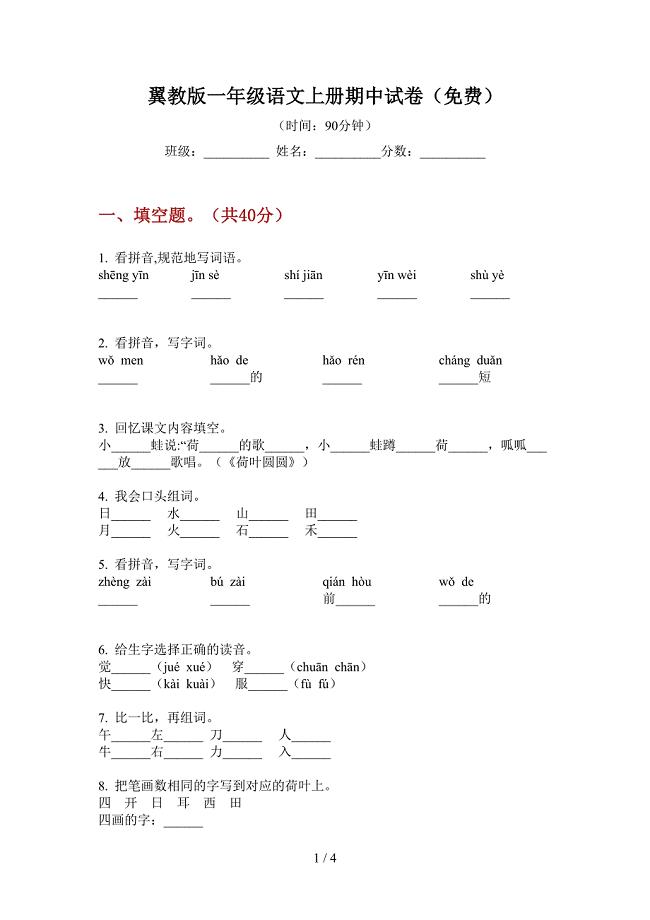
翼教版一年级语文上册期中试卷(免费).doc
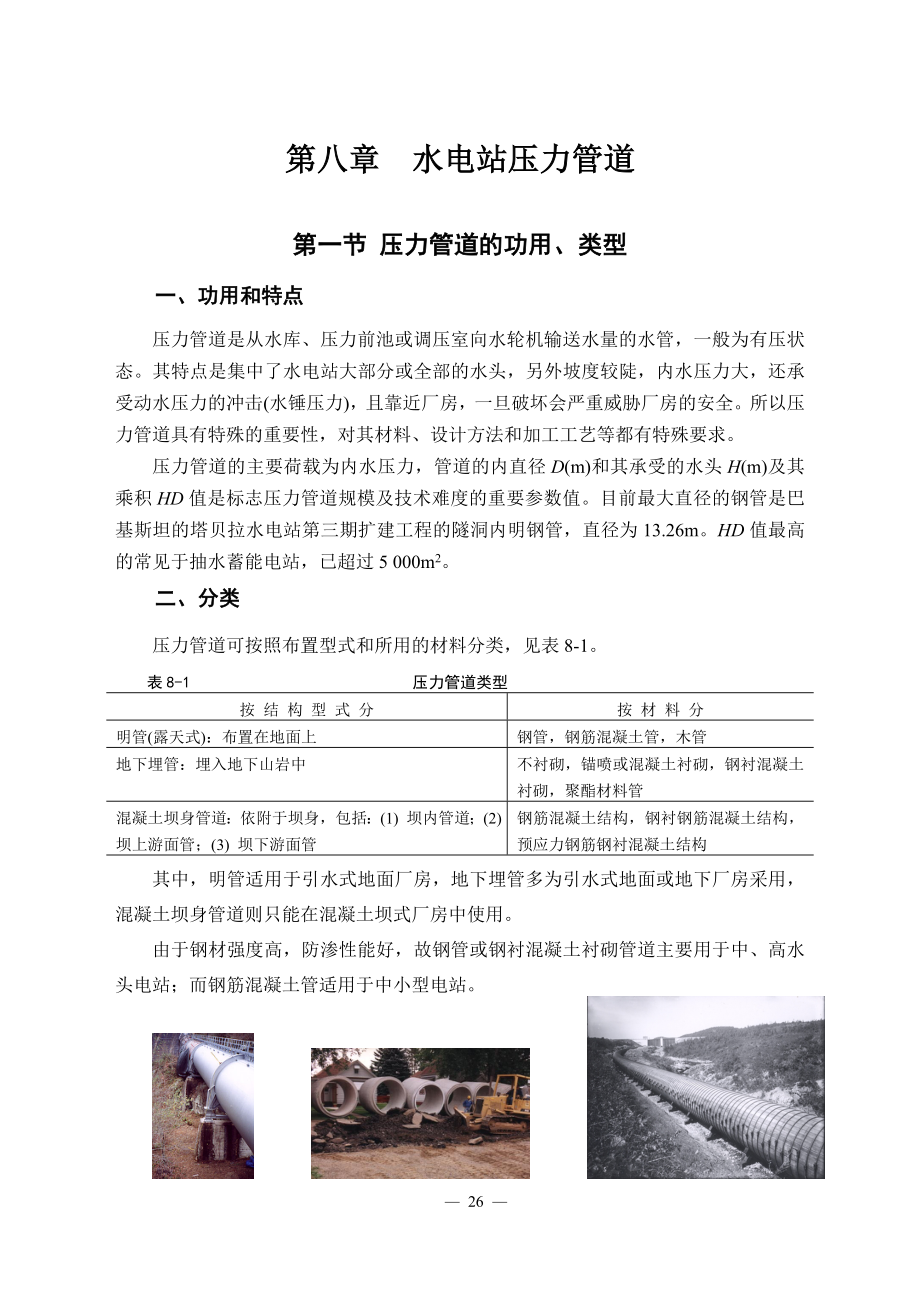
水电站压力管道.doc

渑池县等幅新开工项目立项建议书.doc
社区志愿者服务社会实践报告.doc
土工布铺设施工方案
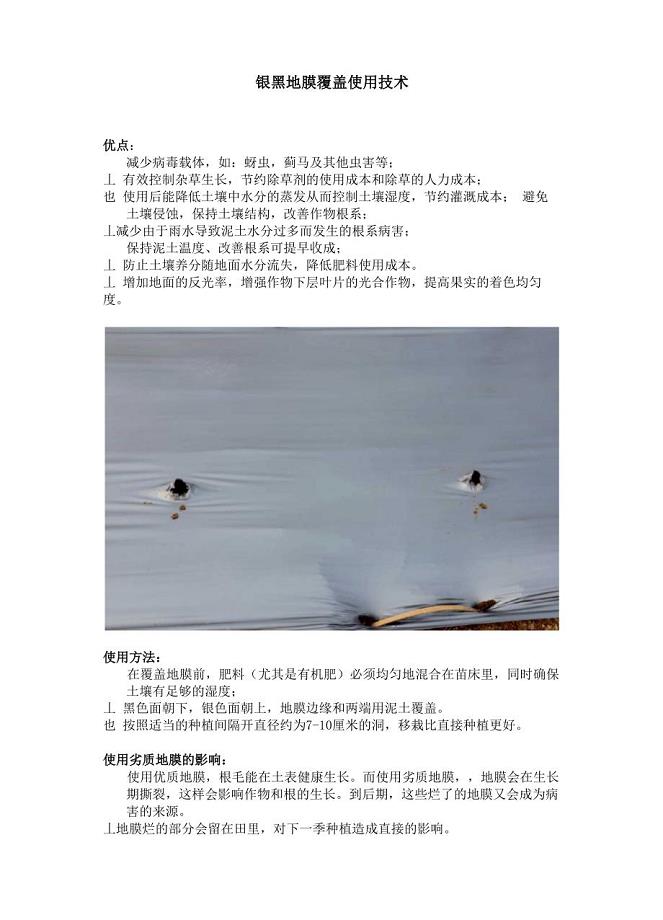
银黑地膜覆盖使用技术

生鲜水果采购合同

平台运营经理岗位职责(2篇).doc

2023年计算机中心管理制度5篇

大班故事活动乌鸦喝水
北师大版数学六年级上册《圆的周长》同步练习

期末红领巾广播稿
物业用电安全管理制度范文.doc
2023年结婚男方领导致辞(精选2篇)
关于优化营商环境的调研报告
荆州市长湖老年公寓项目商业策划书.doc
 信访条例知识竞赛题(附答案)
信访条例知识竞赛题(附答案)
2023-10-24 20页
2022年文化产业发展总体情况及重点工作总结范文
2023-04-12 12页
实验室常用菌种的保存和管理-最新文档资料
2024-01-24 4页
工具仪表使用管理制度
2023-10-31 6页
土建工程工作范围
2023-06-15 13页
2020专业技术人员继续教育
2024-01-25 10页
猕猴桃的种植
2022-10-01 3页
走向公共管理语境的公共治理理论
2023-07-10 3页
银黑地膜覆盖使用技术
2023-12-07 2页
空调节能等级
2022-12-27 5页