
塑料模具成型试卷资料
18页
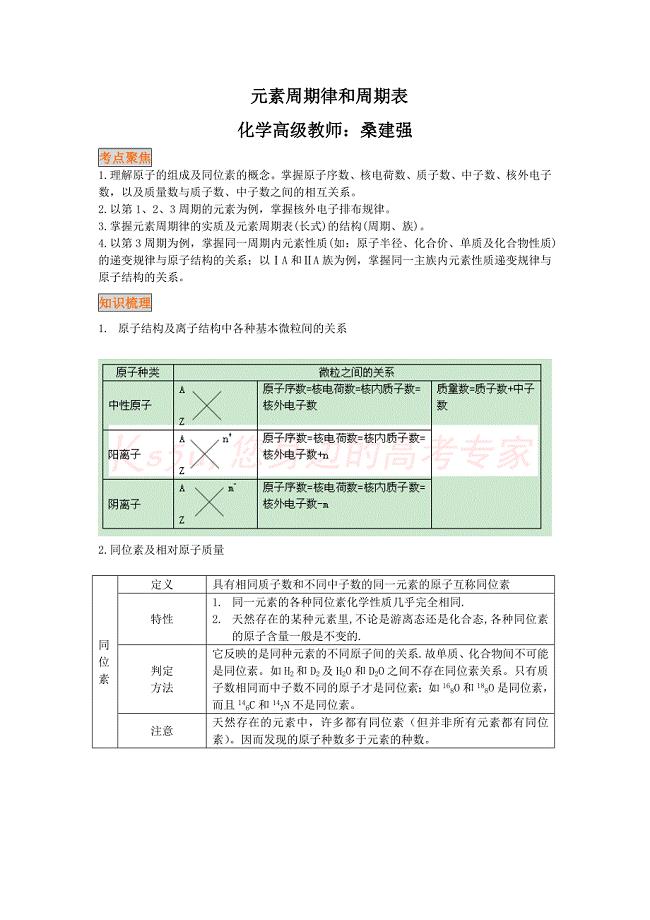
1、塑料模设计 课程试卷 A 答案1顶岀推板与凸模(型芯)在安装时应采用 锥面 配合,其目的是 辅助定位,防止偏心溢料。2. 螺杆式注塑机与柱塞式相比,其优点在于螺杆式注塑机剪切塑化能力强,塑化量大。6. 在斜抽芯机构中锁紧楔的楔角一般比斜导柱的倾斜角大。主要是为了模具开模时防止造成干涉。7. 塑件允许的最小壁厚与塑料品种和塑件尺寸有关。&塑料模的基本结构都由动模和定模两大部分组成。9. 型腔气体的排除,除了利用顶出元件的 配合间隙 外,主要靠 分型面 ,排气槽也都设在分型面上。10. 塑件尺寸精度的影响因素有很多,在计算时需考虑的主要有:成型零部件的制造误差、成型零部件 的磨损和塑料的成型收缩。11. 当分流道设计的比较长时,其末端应留有冷料穴,以防前锋冷料阻塞浇口或进入模腔,造成充模不 足或影响制品的熔接强度。12. 适用于要求自动切除浇口凝料的注塑模浇口方式是 潜伏式浇口 。一、判断正误(本题共 10小题,每题 1分,共10分)1. 厚壁塑件不容易产生表面凹陷和内部缩孔。(X)2. 当模具采用脱件板脱模机构时,可以采用Z形拉料杆与冷料井匹配。(X )3. 冷却系统的通道要尽量避开塑件
2、的熔接痕部位,以免影响塑件的强度。(V )4. 斜导柱侧抽芯机构中的滑块导滑长度有一定的要求,完成抽拔后,滑块留在导滑槽中的长度不应小于滑块长度的 3/2。( X )5潜伏式浇口是点浇口的演变形式,因此其模具也应设计成三板式结构。( X)6细长型芯应避免偏心进料,否则会造成塑件的壁厚不均,脱模困难。( V)7. 注塑时最后充满的往往是离浇口最远的部位。( X)8. 塑件上的文字最好做成凹字,这样模具上相应型腔的加工就方便些。( V )9. 从有利于排气的角度考虑,分型面应尽量设在流动方向上的末端。( V )10. 无拉料杆的冷料井一般用在顶杆顶料的场合,其分流道应该设计成S形。(V )二、改错(本题共2小题,每题 6分,共12分)1. 请指出下面塑件结构设计错误的原因,并改正之。(a)(b)答:(a):壁厚不均匀,改正如下。b): 1) 壁厚不均匀2)不能采用塑件的整个底平面作支撑面。2.请分析正确分型面的选择位置及原因。答:按原图示,大齿和小齿分别在定模和动模,难以保证二者良好的同轴度,修 :改后,两齿轮型腔都位于动模,可保证良L 一好同轴度。修改后的分型面位置三、读图题,写出下列图
3、 1和图2中零部件名称,与序号对应。(本题共2小题36个序号,图1每序号0.5分,共18分)1 动模板 凸模型芯2 定模板3 冷却水道9 导套4 定模座板10 动模座板5 定位圈11 支撑板6 浇口套 712 挡钉 13 1. 图 1各零部件名称如下:推板14 推出固定板15 拉料杆16 推板导柱17 推板导套 18 顶杆19-复位杆20支撑垫块21注塑机顶杆2.图2各零部件名称如下:1 动模座板2支撑板3 动模板4-推件板5 限位导柱6 限位销7弹簧8定距拉杆9凸模型芯10浇口套11 定模座板12 定模板13 导柱14顶杆15推出固定板16推板图21.简述注塑成型的简单过程?答:注塑成型的简单过程为:将粒状或粉状塑料经注塑机的 料斗加入加热的料筒内,塑料受热熔融,在注塑机的螺杆或活塞的压力推动下,经喷嘴进入模具型腔,塑 料充满型腔,经冷却硬化定型,脱模后而得到具有一定形状的塑件。2. 凹模型腔的结构形式采用镶拼组合式有什么优点?答:(1) 简化凹模型腔加工,将复杂的凹模内形加工变成镶件的外形加工,降低了凹模整体的加工难度(2)镶件可用高碳钢或高碳合金钢淬火。淬火后变形较小,可用专用磨
4、床研磨复杂形状和曲面。凹 模中使用镶件的局部型腔有较高精度,经久的耐磨性并可置换。(3)可节约优质塑料模具钢,尤其是大型模具。(4)有利于排气系统和冷却系统的通道的设计和加工。4. 请说明侧抽芯机构复位时产生“干涉”现象的原因及解决方法。答:侧抽芯机构复位时产生“干涉”是指斜导柱安装在定模部分,滑块安装在动模部分时滑块复位优先于顶杆复位。原因:滑块和顶杆垂直于开模方向的投影有所重合。其不“干涉”临界条件为:h = S ctga cc当hctga不产生干涉。cc解决方法:1)尽量避免把顶杆布置在侧抽芯投影范围内。2)采取措施使顶杆复位优先于滑块复位,如弹簧式、楔形滑块式和摆杆式。四、分析计算题(本题共 2小题,每题 10分,共20分)1. 如图所示塑件,为聚丙烯塑料,采用一模一腔。请合理选择分型面,浇口位置及浇口形式, 脱模方式 说明选择理由并画出结构草图。0r111njK 一 1解: 因为塑件为一模一腔,所以可以采用中心浇口,但浇口痕迹大, 且造成定模板较厚。因此可采用图示侧浇口或潜伏式浇口。分型面如图示,位于制件断面轮廓最大处,便于取出制件。因为塑件为空腔薄壁件,且底部每侧有2mm,
《塑料模具成型试卷资料》由会员re****.1分享,可在线阅读,更多相关《塑料模具成型试卷资料》请在金锄头文库上搜索。
2023幼儿园学前班班主任班务工作计划标准范文(二篇).doc
激励孩子成长的62句话.doc
![求两个数的最小公倍数[1].docx](https://union.152files.goldhoe.com/2022-9/12/b633592d-1576-4789-829e-b8c420c04e06/pic1.jpg)
求两个数的最小公倍数[1].docx
全隐框玻璃幕墙安装施工技术交底.doc
4不安全事件管理标准
桑建强:2009届高三化学二轮考点精讲9:.doc

2023年简短自我介绍如何显露优点.docx
预防和处理校园欺凌的制度和校园欺凌事件应急处置预案第二版.docx
年产家纺制品500万件项目环境评估报告表2014.doc
高考语文总复习之语音模拟测试
【最新总结】幼儿园上学期中班班主任工作总结精品.doc
数字控制双向半桥DC-DC变换器的设计.doc
发改委科学发展观调研计划.docx

新版新视野大学英语读写教程第四册答案.doc
学生保护动物倡议书
彻底禁止PPS网络电视、限制PPS影音的有效举措.doc

正压式空气呼吸器说明书.doc
两篇履行主体责任述职报告履行主体责任述职报告
液压实训报告
社会治安综合治理成员单位年度述职报告.docx
 信访条例知识竞赛题(附答案)
信访条例知识竞赛题(附答案)
2023-10-24 20页
2022年文化产业发展总体情况及重点工作总结范文
2023-04-12 12页
实验室常用菌种的保存和管理-最新文档资料
2024-01-24 4页
工具仪表使用管理制度
2023-10-31 6页
土建工程工作范围
2023-06-15 13页
2020专业技术人员继续教育
2024-01-25 10页
猕猴桃的种植
2022-10-01 3页
走向公共管理语境的公共治理理论
2023-07-10 3页
银黑地膜覆盖使用技术
2023-12-07 2页
空调节能等级
2022-12-27 5页