
垃圾焚烧发电厂主厂房钢结构安装施工方案
54页
1、垃圾焚烧发电厂主厂房钢结构安装施工方案1.1 设计情况福州*垃圾焚烧发电厂土建工程中大部分为钢结构,加工精 度及防腐要求较高。构件形式多样,有十字形、工字形柱及 管柱,工字形梁,单坡平行弦桁架、弧形钢桁架、梯形钢屋 架、轻钢网架及不锈钢锥形柱网架等,支撑及檩条系统构件 大部分为型钢。接点形式也比较复杂,有刚接、铰接及栓焊 连接等,其中钢管构件刚接大部分为相贯线焊接。(1) 主厂房 垃圾收集区由垃圾收集大厅和垃圾贮坑两跨组成,屋盖采用 单坡平行弦桁架,上铺彩色钢板,轴桁架高度 1500mm,轴屋盖桁架高度1200mm,其中轴上柱采 用焊接组合工字形钢柱,柱断面800X400X12X20mmo 焚烧区采用全钢结构,内设多层平台,因此形成框、挑架结 构。其中轴和轴上采用组合焊接十字形钢柱,柱截面 1000X 1000X 12X22mm,柱顶标高45.000m,中间平台钢柱 为800X800X 10X20mm,平台梁与柱采用刚接。顶层采用 人跨度的弧形钢桁架,上铺彩色钢板。喷雾塔区和烟气处理区,屋盖为单坡平行弦桁架,上铺彩色 钢板;屋面桁架分别铰接在柱上。1.2 钢构件的加工制作(1)施工图纸
2、的复核 承接该项工程将根据现行的规范、标准,对设计单位提供 的钢结构设计图纸进行复核,对设计单位的施工图图纸进行 优化设计,但必须经过业主、监理、设计单位最终审核批准。 根据最终确认的钢结构施工图进行工厂制造图设计和施 工组织设计。确认后的图纸将成为竣工图的组成内容,并报 设计单位、监理单位及建设单位认可确认。 工厂制造图包括以下内容a. 加工工艺设计图纸、割切及余量计算;b. 焊接工艺设计;c. 构件工厂加工图;d. 关键以及典型节点详图;e. 工厂预拼装设计图; 工厂制造图工厂制造图应包括必须的信息,如尺寸、位置、使用材料的 种类、连接细节以及构件切割、焊接、运输、安装所需的技 术和信息,每个构件必须分配一个可区分的标记符号。每个构件工厂制造图中至少包括的信息:布置、几何形状和尺 寸、构件尺寸详图、节点细部、支座(或连接)细部、孔洞、 起拱、钢材材质及等到其它建筑物的净空线,以及将来装修、 水、空调、电气的附属物位置示意。(2) 原材料检验及复验 材料检验项目及标准Q235 材料应符合 GB700 88 标准; Q345 材料应符合 GB/T159194 标准。所有钢材,包括型材必
3、须具有质量证 明书,且质量证明书应与材料上标识相符。每批材料入厂还 应进行抽样复验。钢材复验由制造单位与监理单位分别独立 进行。对于板厚240mm碳素钢、低合金钢还应进行Z向试 验(层状撕裂试验)。并满足Z15的各项指标。用于福州* 垃圾处理厂工程钢结构制造的钢材化学成分、机械性能、外 观形状、公差尺寸符合下列标准。a. 热轧碳素结构型钢以 GB70088 为基础,其中热轧工字钢(符合 GB70688 规定);热轧等边角钢(符合 GB9787-88 规定);热轧槽钢(符 合 GB707-88 规定)。b. 结构焊接圆钢管以 ASTM618 为基础(或其他国际公认的同类或不低于上述 标准的标准)。适用于一般钢结构中的低合金钢焊接圆钢管。c. 结构用无缝钢管本说明以 GB8162(或其他国际公认的 同类或不低于上述标准的标准) .适用于一般钢结构中的低合 金钢无缝钢管。 钢板的无损探伤福州*垃圾处理厂工程的钢结构制造,对板厚225mm钢板 均作超声波探伤检查。钢板超声波探伤技术条件及评定标准 为 JB4730-94 压力容器无损检测。a. 探伤技术条件:选用单晶直探头,探头直径 14-25
4、mm;探伤灵敏度为5平底孔第一次反射波高调整到满刻度的50%作为检测灵敏度。b. 扫查方式:探头竖垂直于钢板压延方向,向距为 100mm 的平行线扫查。 在钢板坡口预定线两侧各 50mm 内应作 100%扫查,扫查示 意如下图:缺陷第一次反射波(F1)波高大于或等于满刻度的50%,即F150% 者; 当底面第一次反射波(B1)波高未达到满刻度,此时缺陷第 一次反射波(F1)波高与底面第一次反射波(B1)波高之比 大于或等于50%,即B1V100%,而F1/B1250%者;当底面第一次反射波(B1)波高低于满刻度的50%,即B1V50%者;d. 钢板质量评定:用于福州*垃圾焚烧发电厂工程钢结构制造用2 25mm的 钢板质量按JB4730-94压力容器无损检测II级评定为合 格。(3)主要施工方法钢结构制作措施序号措施名称措施组成及数量工程量t1下料钢平台钢板,挡水槽钢 1个82施工钢架装配平台3m X12m=36m2底部钢架,25#槽钢(或者125#),框架,面板5=25钢板2个共203施工钢架预拼装平台 3m X12m=36m2底部钢架,25#槽钢(或者I25#),框架,面板5=25钢
《垃圾焚烧发电厂主厂房钢结构安装施工方案》由会员ni****g分享,可在线阅读,更多相关《垃圾焚烧发电厂主厂房钢结构安装施工方案》请在金锄头文库上搜索。
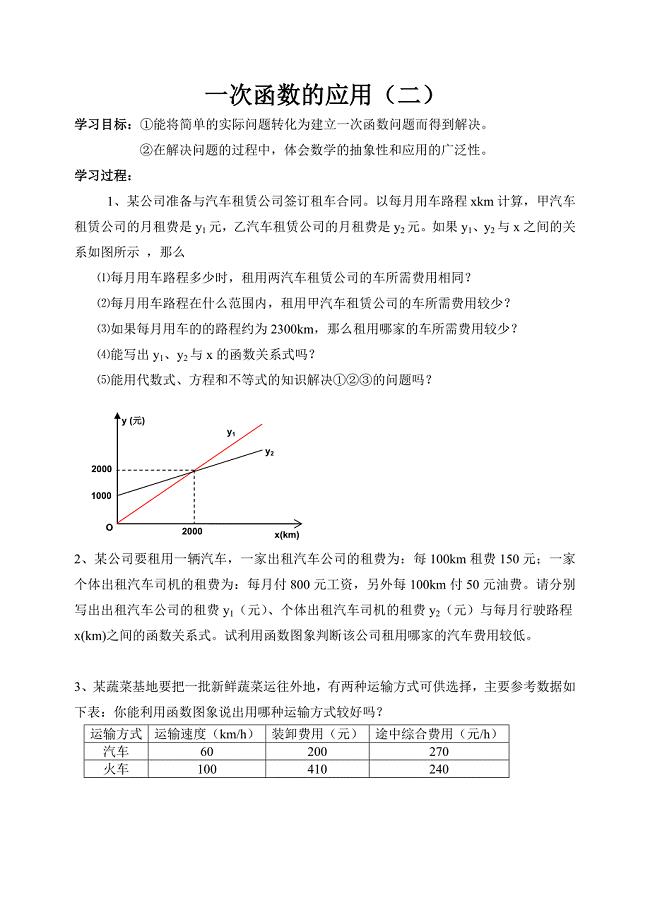
一次函数的应用二导学案.doc
大自然的语言师案
2012年海洋基础知识整理.doc
丙酮SDS及安全标签NRCC格式.doc
小学生期末评语汇总
家长学校授课教案19篇.docx
2023年市场消防培训制度4篇
XXXX年中级审计师资格考试辅导 第三章
行政主管个人工作计划(二篇).doc
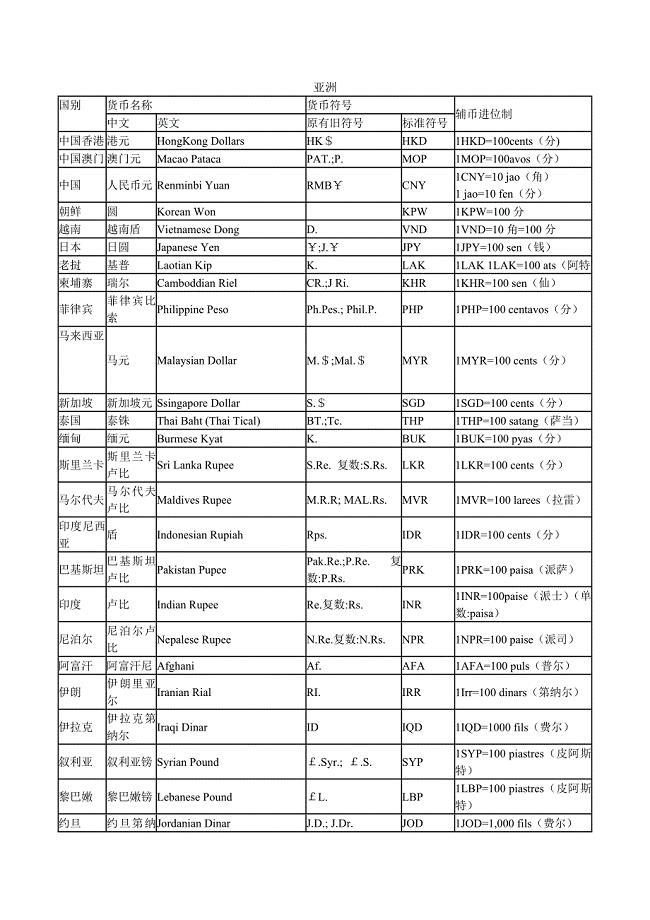
各国货币符号及进制列表.doc
![[推荐学习]秋九年级数学上册图形的相似3.4.1相似三角形的判定第3课时相似三角形的](https://union.152files.goldhoe.com/2023-11/23/9fbfd2ec-e456-4d22-8fd1-25a8605d363a/pic1.jpg)
[推荐学习]秋九年级数学上册图形的相似3.4.1相似三角形的判定第3课时相似三角形的
高校工厂实习报告5篇
高理数--二年级--试题.docx
0Wlkjq08工程地质考试题库.doc
初中体育投掷教学设计.docx
期货基础知识模拟试题试卷一.doc
六一儿童节日记
(完整word版)《三国演义》各章回梗概.doc
2023年陕西省三原县联考中考化学考前最后一卷(含解析).doc
火锅店营销策划方案.doc
 施工进度计划
施工进度计划
2023-04-05 5页
安全生产管理人员初培考试100题及答案
2023-03-27 15页
博物馆消防系统维保工程方案
2023-02-16 38页
药物新剂型新技术-微生态制剂
2023-02-04 8页
裁判员的工作职责与工作内容
2023-11-10 5页
备件包装认可协议
2023-11-28 5页
火力发电行业企业安全生产风险分级管控体系实施指南
2023-07-29 18页
工程施工合作协议书完整版
2022-10-28 8页
企业提案改善激励制度
2023-12-20 17页
金碟KIS财务软件教程-初始化
2022-10-15 28页