
工艺管道焊接工艺要求内容
7页
1、5.6 工艺管道焊接工艺要求一、管道焊接施工要求1、管道切口质量应符合下列规定: 切口表面应平整、无裂纹、重皮、毛刺、凹凸、缩口、熔渣、氧化物、铁屑等; 切口端面倾斜偏差不应大于管子外径的,且不得超过mm; 有坡口加工要求的,坡口加工形式按焊接方案规定进行。2、管道预制时应按单线图规定的数量、规格、材质等选配管道组成件,并按单线图标明管道的系统号和按预制顺序标明各组成件的顺序号。3、管道预制时,自由管段和封闭管段的选择应合理,封闭段必须按现场实测尺寸加工,预制完毕应检查部洁净度,封闭管口,并按顺序合理堆放。4、管道对接焊缝位置应符合下列规定:管道位置距离弯管的弯曲起点不得小于管子外径或不小于100mm;管子两个对接焊缝间的距离不大于5mm.支吊架管部位置不得与管子对接焊缝重合,焊缝距离支吊架边缘不得小于50mm;管子接口应避开疏放水、放空与仪表管的开孔位置,距开孔边缘不应小于50mm,且不应小于孔径。5、管道支架的形式、材质、加工尺寸与精度应严格按照相关图集进行制作,滑动支架的工作面应平滑灵活,无卡涩现象。6、制作合格的支吊架应进行防腐处理,并妥善分类保管。支架生根结构上的孔应采用机械
2、钻孔。二、管道安装1、管道安装前应具备下列条件:与管道有关工程经检验合格,满足安装要求;管子、管件、管道附件等已检验合格,具有相关证件;管道组成件与预制件已按设计核对无误,部已清理干净无杂物。2、管道安装应按单线图所示,按管道系统号和预制顺序号安装。安装组合件时,组合件应具备足够刚性,吊装后不应产生永久变形,临时固定应牢固可靠。3、管道水平段的坡度方向以便于疏放水和排放空气为原则确定。4、管道连接时,不得用强力对口,加热管子,加偏垫或多层垫等方法来消除接口端面的空隙、偏斜、错口或不同心等缺陷。5、管子或管件的坡口与外壁10-15mm围的油漆、垢、锈等,在对口前应清除干净,显示出金属光泽。管子对口一段应平直,焊接角变形在距离接口中心00m处测量,当管子公称通径100mm时,折口的允许偏差;当100mm时,允许偏差。6、管道对口一般应做到壁齐平,如有错口时,对接单面焊的局部错口值不应超过壁厚的10,且不大于1mm,对接双面焊的局部错口值不应超过焊件厚度的10%,且不大于。对口符合要求后,应垫置牢固,避免焊接过程中管子移动。7、管道安装应根据现场实际条件进行组织,原则为先大管后小管,安装工作
3、有间断时,应与时封闭管口,管道安装的允许偏差为:项目允许偏差标高架空室外15水平管弯曲度1001/1000且20100 1.5/100020立管铅垂度 2/1000 且15交叉管间距偏差1011、法兰与紧固件安装法兰安装前,应对法兰密封面与密封垫片进行外观检查,不得有影响密封性能的缺陷。法兰连接时应保持法兰间的平行,其偏差不应大于法兰外径的1.5/1000,且不得大于2,不得用强紧螺栓的方法消除歪斜。法兰平面应与管子轴线相垂直,平焊法兰侧角焊缝不得漏焊,焊后应清除氧化物等杂质。垫片的径应比法兰径大。垫片应为整圆。 接用的紧固件的材质、规格、形式应符合设计规定。法兰应使用同一规格,螺栓安装方向一致,紧固螺栓应对称均匀,松紧适度。螺栓应露出螺母个螺距。三、管道焊接、焊条、焊丝应根据母材的化学成分、机械性能合理选用在使用前必需检查其质量合格证明书和产品是否相符。、焊条、焊丝焊条存放地点应符合焊材对温度、湿度的要求,按时填写保存环境记录。如果焊条受潮,焊材使用前应按其使用说明进行烘干。3、焊接人员必须有上岗证,而且在规定的围。4、本次施工的管道为低压焊接管道,且管道厚度不大于10mm。5、管道
《工艺管道焊接工艺要求内容》由会员人***分享,可在线阅读,更多相关《工艺管道焊接工艺要求内容》请在金锄头文库上搜索。
从语域理论的角度看《第二次世界大战回忆录》的重译
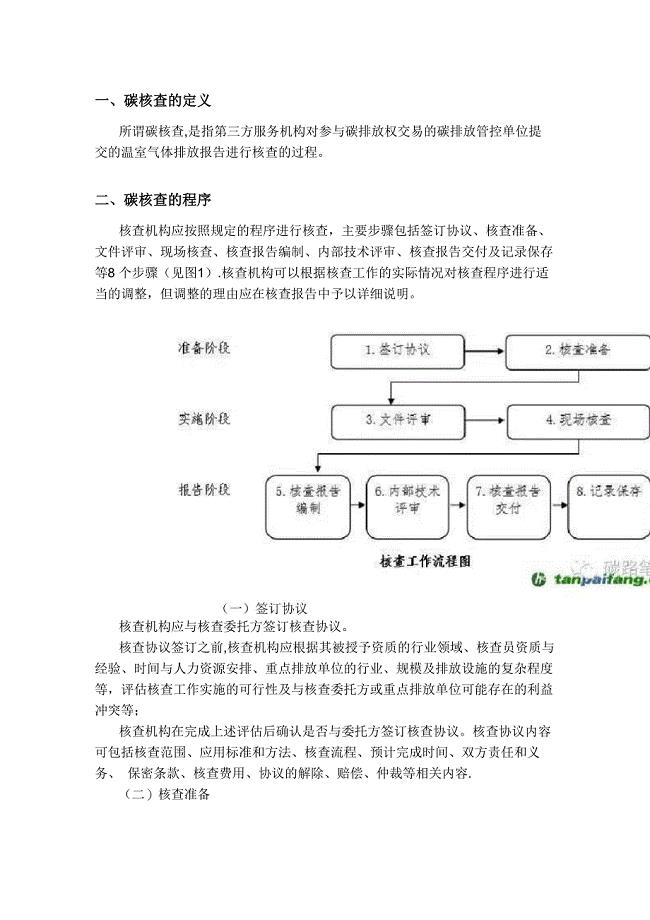
碳核查的定义及核查程序

GR-0001 在行政酒廊内向客人欢迎与道别.doc
引而不发 巧悟得趣.docx
常用情绪词汇

大学现代汉语复习资料
2022届高考化学一轮复习-专题九-氧、硫及其化合物和环境保护1检测.docx
箱包品牌及标志.doc
环境标志产品保障措施管理手册范本
大班美术活动沙溪古镇教案反思

让孩子成为识字的主人

2023年安全反思总结报告.docx

冬季安全检查方案

《工程化学基础》练习题答案.doc
2021新人教版部编本五年级上册语文教学工作计划及教学进度表 (37)精选

棉花购销合同(6篇).doc

Module8School.doc

2023年刑大开展加强职业道德严守职业纪律专项教育活动工作总结.docx
贵州省工商营业执照年检全流程··.doc
新加油站管理知识题库及答案全套.doc
 工业废料加工回收项目建设工程环境影响报告书.doc
工业废料加工回收项目建设工程环境影响报告书.doc
2024-01-27 197页
同心家园五期保障性住房周边配套规划道路工程项目环境影响报告书简本.doc
2023-06-12 21页
年产3000万块qt1015型砌块制砖生产线新建项目环境影响报告表.doc
2022-08-05 35页
《学会宽容》主题班会教案(天选打工人).docx
2024-03-27 4页
养殖基地建设项目.doc
2023-12-28 64页
郑州市房地产项目谋划建议书.doc
2022-12-07 24页
石材存储加工厂综合楼工程监理规划.doc
2023-04-14 65页
酒瓶内盖塑料成型模具设计毕业设计论文.doc
2023-11-06 33页
2023年度全国“安全生产月”知识培训考试试题含参考答案.docx
2023-12-31 43页
医师考核模拟试题及参考答案教辅.doc
2023-08-22 155页