
利乐灌装机质量监控要求
5页
1、利乐灌装机质量监控要求一、操作工监控要求1. 开机前检查 双氧水1.1.1 检查双氧水更换记录,确定是否需更换双氧水:每周或连续生产 120 小时更换一 次;1.1.2 检测双氧水浓度1.1.2.1 新更换的双氧水亦须检测,双氧水检测方法见附录;1.1.2.2 双氧水浓度要求: 30 50,检测结果低于 30或高于 50均须更换;1.1.3 检查双氧水罐液位:检查水平杯中的罐装双氧水量,要求装满或接近装满。 安装产品管、无菌空气管1.2.1 检查垫圈,垫圈必须完好无损:如有破损,必须更换;1.2.2 用双氧水清洗垫圈和垫圈槽;1.2.3 垫圈位置必须安装正确,确保管路密封良好,无泄漏。 安装下灌注管1.3.1 手或手套先消毒干净;1.3.2 从浸泡液中取出下灌注管,检查浮筒活动自如;1.3.3 不要冲洗直接安装下灌注管,确保安装正确;1.3.4 上下灌注管之间密封圈检查完好无损。穿纸1.4.1 接触包材前,手或手套必须清洗干净并用75酒精消毒;接纸台用75酒精消毒;1.4.2 保证 LS 压力辊清洁,无缺陷;1.4.3 确保包材正确穿过机器;1.4.4 顶部折痕与打印日期装置折痕轮的短
2、边相对应;1.4.5 包材正确地固定在窄带导向器上;1.4.6 包材卷筒右边与左边重叠;1.4.7 检查打印字轮设置的产品批号是否正确。带材(ppp条)穿引1.5.1 接触带材前,手或手套必须清洗干净并用75酒精消毒;1.5.2 带材正确穿引,切勿使带材扭曲。2. 预杀菌预热 12.1.1 检查 Ip 转换器压力: 10Kpa 管密封2.2.1 挑选出封管完成的最后一包,检查 LS 带的密封:贴条位置正确、完全密封(按 照纵封检查方法检查)2.2.2 无菌仓至夹爪的包材做好标记,开机排包时备查并留样至保温试验检测结束。 预热川预杀菌温度:270 Co喷雾2.4.1 喷雾开始,无菌舱门不得打开,直至停机完成排气程序;2.4.2 检查 Ip 转换器压力: 200Kpa;2.4.3 观察无菌仓双氧水雾化效果遍布整个无菌仓。烘干2.5.1 烘干时间: 20 分钟2.5.2 待机时间:预杀菌完成后 20 分钟,灌装机不能运转,应渐动机器拉纸,以免纸 卷拉断; 40 分钟后不能运转,按程序下,重新升温。3. 生产过程接触包材、ppp条接触包材或PPP条前,手必须先用皂液清洗干净,再用75%酉精消毒
3、;3.1.2 接纸台必须用 75酒精消毒;3.1.3 接纸时,去掉最外层包材,且避免包材与地面接触。双氧水3.2.1 双氧水浓度: 30 50 ,生产过程每 4 小时检测一次;322 双氧水温度:70C 85C3.2.3 生产过程中每小时一次对双氧水挤压滚筒进行观察,如发现滚筒处无双氧水下 落,应立即停机处理,产品隔离观察;包装检查3.3.1 取样规则开机、暂停后、换纸、换PPP条、调整后、停机取连续 6包产品,连续2包做密封性检查,其余 4 包做好取样标识进行保温试验;3.3.1.2 中性产品:正常生产每 10分钟取连续 2包产品做密封性检查;3.3.1.3 酸性产品:正常生产每 30分钟取连续 2包产品做密封性检查。3.3.2 非破坏性检查:折痕位置:检查底折痕位置是否正确;检查包装形状及打印日期 位置、打印内容。净含量检查:每30分钟取连续2包检测;平均净含量:标明量,单瓶净含量 允许偏差: -9ml 。3.3.4 破坏性检查:折翼:折翼粘合正确、牢固,无翘角现象;顶部折痕线:折痕应相 对或对称移动;重叠宽度:250B: 7 9mm;横封(TS)按横封检查方法检查:弯曲TS,密封
4、面内无团块或隆起;拉开横封,密封应较包材更牢固。纵封(LS)和贴条(SA)按纵封检查方法检查:检查LS带在包装上的位置是否对称;撕拉纵封,检查带材和包材粘合情况。3.3.7 渗透试验(异丙醇罗丹明试验) :每班至少检测一次,每次 10包;纵封检查发 现包装内表面有划痕,取样进行渗透试验;渗透试验结果:角位不得有渗漏,划痕不得有渗漏;TBA8型机每小时检测一次易拉贴封合质量;3.3.8 样品处理:每班生产结束,将生产过程中抽取的保温样放入保温库质检科指定位 置,并做好标识(批号、入库日期等) 。管路检查3.4.1 所有无菌管路在生产过程中每班至少检查 2 次;3.4.2 要求任何一个阀、活接均无渗漏情况。停机: 检查出现不同的停机状态时,操作工是否能按要求操作,必要时清洗;3.5.1 紧急停机:按急停开关紧急停机或打开无菌舱门后,必须重新清洗、预杀菌后方 可生产;3.5.2 安全停机:机器在 40分钟内不能生产,重新清洗、预杀菌后生产;3.5.3 暂停:停机 5分钟,超过时间自动降至烘干步骤;暂停时,如误操作曲柄转动开关被按动,必须清洗、预杀菌后生产;3.5.4 正常停机:停机 20 分
《利乐灌装机质量监控要求》由会员新**分享,可在线阅读,更多相关《利乐灌装机质量监控要求》请在金锄头文库上搜索。
和田电网的负荷特性与预测研究毕业论文(设计).doc
2023学校禁毒宣传教育工作参考计划范文.docx
建设cl建筑体系生产基地项目可行性分析报告.doc
《这里会长出一朵花》读后感.docx
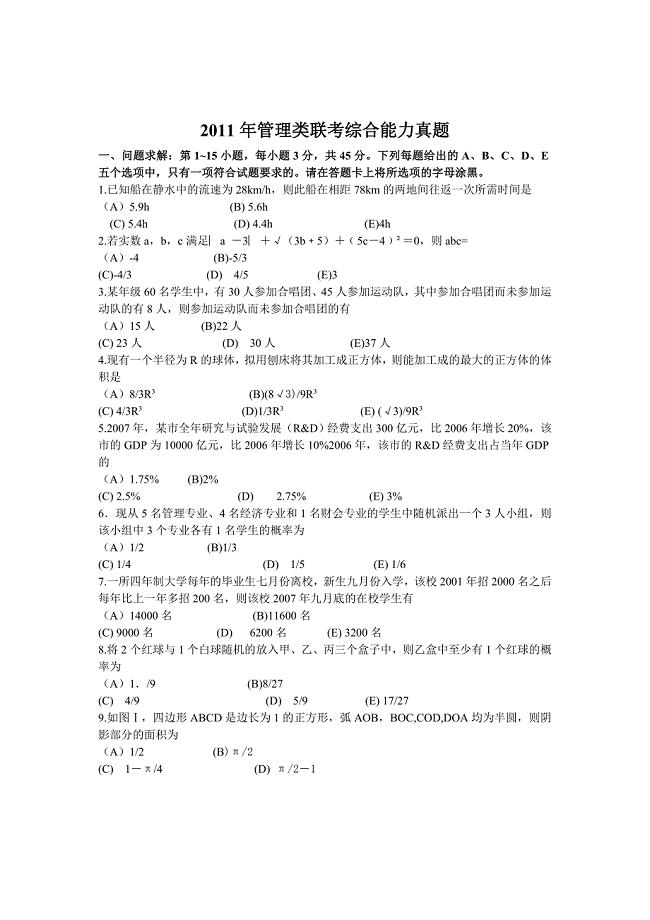
2023年管理类专业学位联考综合能力MBAMPAMPACC真题
石油测试工岗位职责
关于教师小学述职报告范文汇编7篇
奥巴马精彩演讲.docx
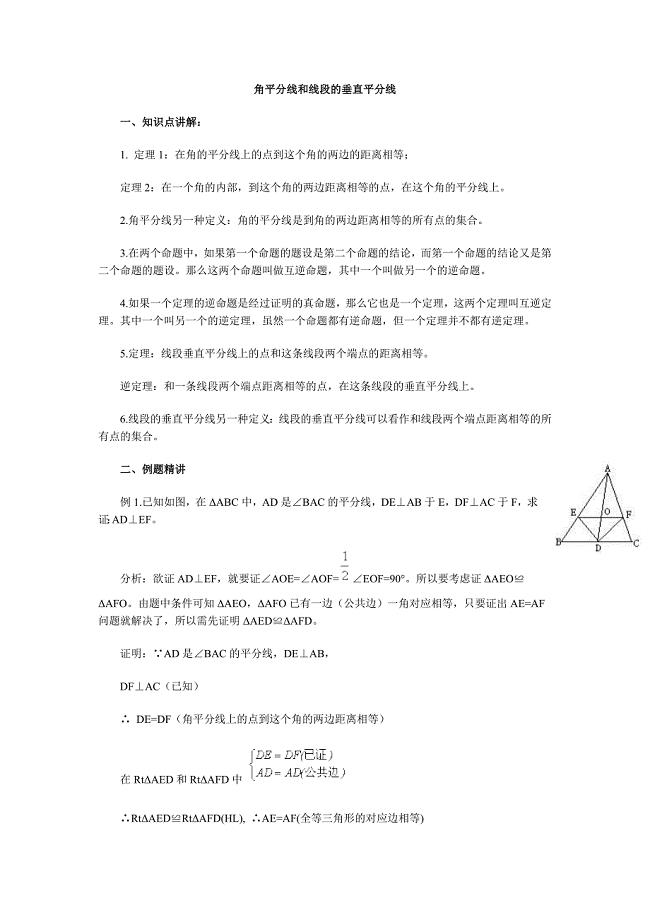
角平分线和线段的垂直平分线.doc
神经网络问题汇总.doc
新员工入职培训会心得体会.doc

2023比赛日记23范文.docx
厨师聘用劳动合同简单版(3篇).doc

自行车的清洗.doc

南京大学网络学院土地评价学第2次作业 (2).docx

质量环境管理标准手册范本
Bd、装饰设计合同.doc
地震科普知识.doc

四下六单元数学.doc
新课标下语文教学的几点思考
 激发团队机能培训方案范本
激发团队机能培训方案范本
2023-06-13 7页
基层沥青拌合站建设方案详细
2024-02-28 13页
公路涵洞工程监理实施细则范本
2023-04-10 53页
非特异性下腰痛的临床与康复.doc
2023-05-26 11页
高中数学人教A版必修四 第一章 三角函数 学业分层测评5 含答案
2023-11-05 5页
架子工施工安全技术交底
2023-01-26 11页
最新S2unit13e2名师精心制作资料
2022-09-01 6页
最新北师大版数学理提升作业:2.1函数及其表示含答案
2023-04-09 7页
压力管道施工技术方案
2023-01-27 32页
最新供应商综合评价表资料
2022-12-24 8页