
十模拉丝机操作规程
4页
1、十模拉丝机操 作 规 程文件编号: LS-JS04执行时间:2008年01月01日1.适用范围:本作业指导书适用于本厂电线电缆的铝单丝的拉制。 2.工序名称: 非滑动式铝丝拉制工序 3.设备 3.1设备名称:十模拉丝机 3.2设备能力 3.2.1最大进线直径:12.00mm 3.2.2出线最小直径:1.70 mm 3.2.3收线盘最大外径:630 mm4.生产前的准备 4.1检查各机台设备、传动装置等是否正常,并对机械转动部位加注润滑油。 4.2检查铝杆规格及表面质量是否合格,合格准许使用。 4.3查看生产计划,按工艺要求选配拉丝模,拉丝模质量不合格者严禁使用。 4.4查看的润滑剂质量,太脏的润滑剂必须换掉。 4.5准备好收线盘,并逐个检查线盘质量情况。线盘变形严重、侧板边沿起毛刺的,不予使用。 4.6准备好工具、量具,并检查其是否准确。量具为0.01 mm精度的外径千分尺。 4.7接班人员必须了解十模拉丝机上生产的品种、规格及质量情况,做到责任明确。 5.操作要求 5.1先接通整车电源,准备穿模。 5.2将铝盘圆放在合适的位置,使铝杆穿过放线架,将铝杆端头有影响质量的缺陷部分切除掉,
2、切除长度应尽量减少。 5.3拉出铝杆的端头进行轧头。选好压槽往复旋转90进行轧制,直到线头能穿过拉丝模为止。直径小的可用退火拉伸的方法进行拔头。 5.4穿模的线头及模孔必须附着润滑剂。 5.5把轧好的铝线头穿入第一个模子,用轧头机上的夹头夹紧线头拉出足够长度后,松开夹头拿下铝线,放入模座,将铝线绕在模座后面的鼓轮上,并将线头别在鼓轮上端的孔内,用脚踏开关点动开车,等鼓轮上拉制一定圈数后停车,松开线头,穿过鼓轮上的拨线叉及支架上的滑把,进行第二鼓轮的轧头穿模,方法同前,并开动一、二鼓轮,以此类推,直至把最后一个线模穿完为止。5.6将收线工装放在收线架上顶紧锁好,把成品模出来的线头在末道鼓轮绕线3-4圈后,再牵引线头,通过导轮固定在收线盘穿孔内,并在工装上预绕35圈,准备开车。5.7严格测量线径是否符合工艺要求,检查线的表面是否有划伤、椭圆、不光洁等现象,检查合格后方可开车。5.8将全部冷却水阀打开。5.9开车时,应从后鼓轮逐个逐渐启动。5.10开车时,应根据鼓轮上储线的多少随时调整鼓轮的转速达到平衡,不允许用停前鼓轮使线材自身扭伤的办法进行调整。5.11导线拉伸过程中,严禁用手抚摸。一般
《十模拉丝机操作规程》由会员cl****1分享,可在线阅读,更多相关《十模拉丝机操作规程》请在金锄头文库上搜索。
关于机械厂大学生实习报告.docx
2023年元旦节的经典日记1.docx
家庭装修知识大全.doc

弟子规带拼音解释版
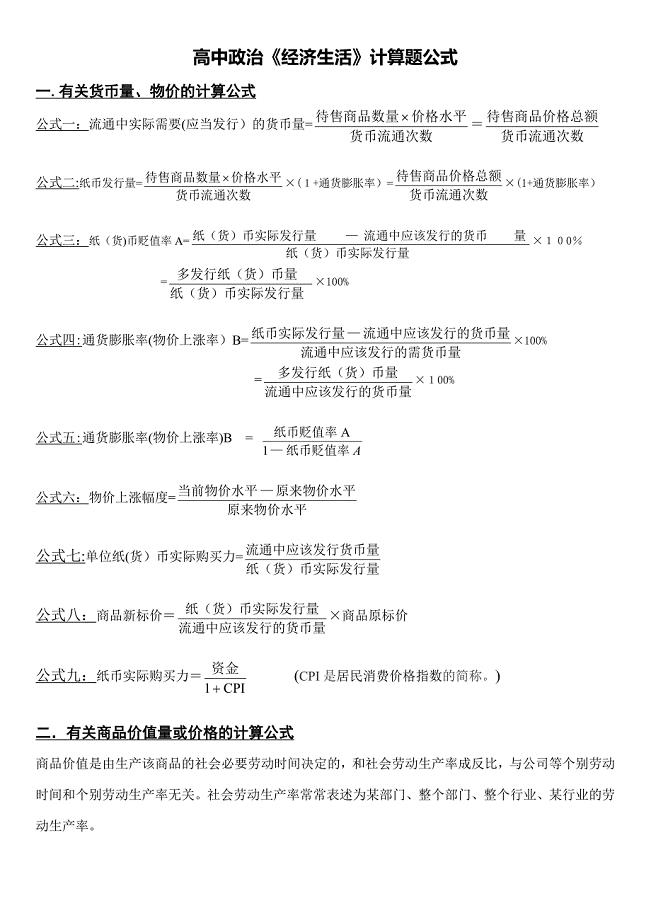
高中政治必修一《经济生活》计算题公式大全
工程项目合同书范文(六篇)
团日活动方案.doc
关于中学实习报告四篇
板栗栽培管理技术要点.doc
10.献出我们的爱心1.docx
基础砼浇筑施工工艺.doc
2015会计继续教育试题及答案三
人教版五年级英语上册教案Unit-1-单元教案-6.doc
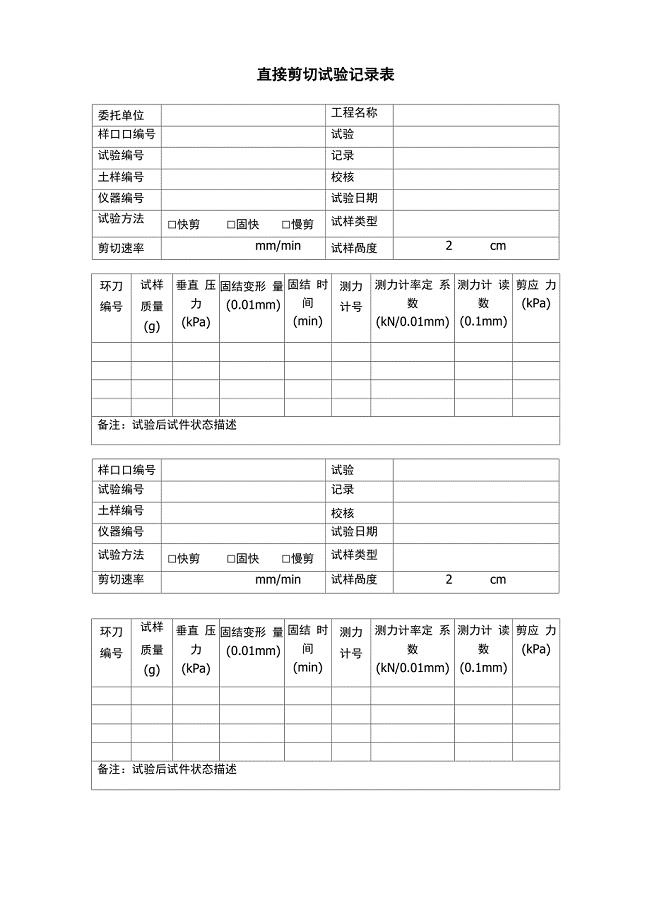
土的直接剪切试验记录表
创新法式经典洋房 再现纯正欧洲风情.doc
2019年一年级下学期过关强化训练数学期末试卷.docx
部编版五年级语文下册期中试卷推荐(6套).docx
2023年世界环境日宣传标语12篇宣传世界环境日的标语
2018年安全生产管理知识试题
建筑工程安全教育三级内容
 加气站试运行方案
加气站试运行方案
2022-12-19 16页
南阳市高新区管委会关于依法拆除麒麟家园违法建筑项目
2024-02-15 25页
石灰的技术性质
2023-03-21 5页
最新九个实用的营销策略方案
2022-12-03 5页
【建筑施工资料】外架施工技术交底
2023-09-09 27页
节能审查意见落实情况自查报告(样本)
2023-10-02 9页
湿敏元器件的管理与存储
2023-02-14 9页
乐清湾大桥非通航孔节段梁安装施工技术方案范本
2023-04-29 204页
公司软件工程质量管理体系说明
2023-12-30 6页
《卓越绩效管理手册》记录表汇编(XXXX版)
2022-09-22 74页