
铸件表面质量验收规范
8页
1、 YQB/0004-2016-A青岛222精密机械有限公司企业标准 编号:YQB/0004-2016-A 铸件表面质量验收规范发布时间:2016年 7 月 13 日 实施时间:2016年 7 月 13 日 青岛222精密机械有限公司 发布1、 目的为加强本公司对铸件的质量控制,保证本公司产品的外观质量及加工性能,特制订铸件表面质量验收规范;2、 适用范围本规范适用于公司所有外来铸铁(钢)件的外观质量验收,包括表面缺陷、尺寸精度、表面粗糙度的验收;3、 引用标准 (1)JB/T 5000.4-2007 重型机械通用技术条件第4部分 铸铁件 ; (2)JB/T 5000.6-2007 重型机械通用技术条件第6部分 铸钢件 ; (3)GB6414-1999 铸件尺寸公差与机械加工余量; (4)GB/T6060.1-1997 表面粗糙度比较样块; (5)GB/T15056-1994 铸造表面粗糙度评定方法; (6)Q/XC5101-2001 铸铁件通用技术条件; (7GB/T11351-1989 铸件重量公差4、名词解释(1)全数选别:检验项目100%检测;5、验收项目及标准铸件的表面质量主要
2、包括铸件的表面缺陷、尺寸精度、形状偏差、表面粗糙度、表面清理质量等;5.1铸件表面缺陷的检验5.1.1表面缺陷检验的一般要求 (1)铸件非加工表面上的浇冒口必须清理得与铸件表面同样平整,加工面上的浇冒口残留量应符合技术要求,若无要求,则按表8执行; (2)在铸件上不允许有裂纹、通孔、穿透性的冷隔和穿透性的缩松、夹渣等机械加工不能去除的缺陷; (3)铸件非加工表面的毛刺、披缝、型砂、砂芯等应清理干净; (4)铸件一般待加工表面,允许有不超过加工余量范围内的任何缺陷存在;重要加工面允许有不超过加工余量2/3的缺陷存在,但裂纹缺陷应予清除;加工后的表面允许存在直径*长度*深度小于等于2*2*2的非连片孔洞的铸造缺陷;(5)作为加工基准面(孔)和测量基准的铸件表面,平整度小于等于2.0毫米、粗糙度Ra50以内; (6)铸件表面气孔、砂眼、夹渣面积不大,但比较分散或者有连片麻点的表面不予接收; (7) 除技术要求特别注明的铸件外,对于表面有气孔、缩孔、砂眼等缺陷的铸钢件允许补焊,但铸铁件未经允许不得焊补(铸铁件实行一案一判的原则)但补焊面积不允许超过铸件面积的10%,焊接质量应符合JB/T 50
3、00.7-2007标准要求,补焊后必须退火、机械性能达到图纸要求,且不得有渗漏及影响外观的缺陷;5.1.2铸件外观质量等级表1 铸件外观质量等级缺陷项目等 级ABC飞边不允许飞边高度1.5毫米允许不易于伤手的飞边毛刺不允许允许不易于伤手的毛刺允许不易伤手的毛刺孔眼气孔100cm2面积内允许直径不大于2mm深度不超过壁厚1/4的孔眼2个,两处距离60mm;整个铸件不超过4个100cm2面积内允许直径不大于3mm深度不超过壁厚1/3的孔眼2处,两处距离60mm;整个铸件不超过8个不致于影响强度,其余不做要求针孔渣眼缩孔不致于影响强度裂纹不允许不允许不允许冷隔沟槽夹砂结疤不允许100cm2面积内允许面积不超过8cm2的缺陷2处;整个铸件不超过4处不致于影响强度皱皮不允许不明显引人注意缩陷不允许不允许不允许缺肉1、一般零部件采用B级精度,在检查过程中,如有一个或多个项目超出B级精度要求的零部件均判定为不合格;2、影响到零部件安全、性能的部位,外观质量采用A级精度,如果有一个或多个项目超出规定级精度要求的零部件均判定为不合格;5.2 铸件尺寸的检验5.2.1铸件毛坯尺寸公差 铸件尺寸公差应按毛坯
《铸件表面质量验收规范》由会员汽***分享,可在线阅读,更多相关《铸件表面质量验收规范》请在金锄头文库上搜索。
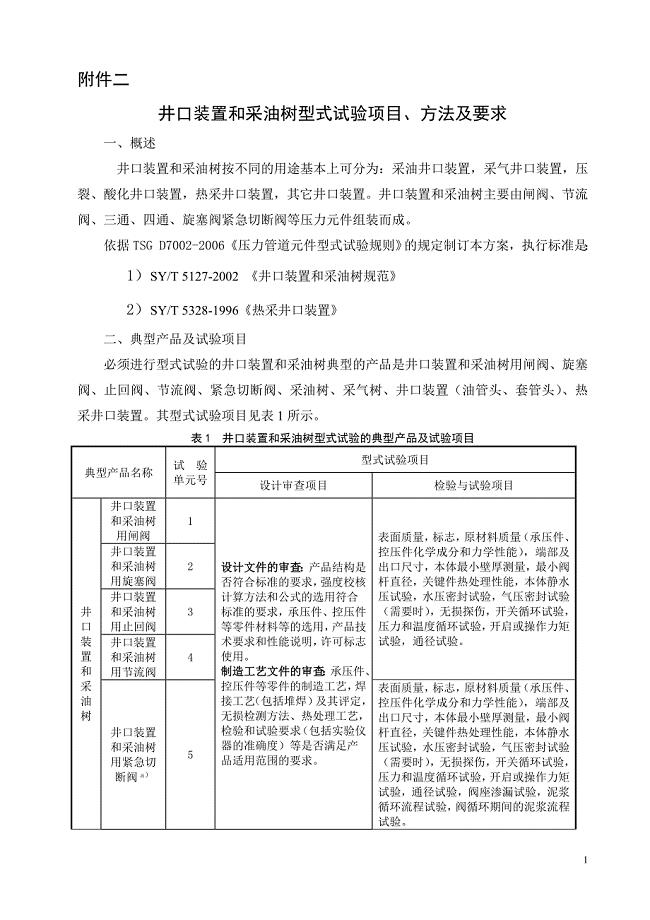
井口装置和采油树型式试验项目.doc

第四章世界的气候 第四节 世界的主要气候类型教学设计.docx
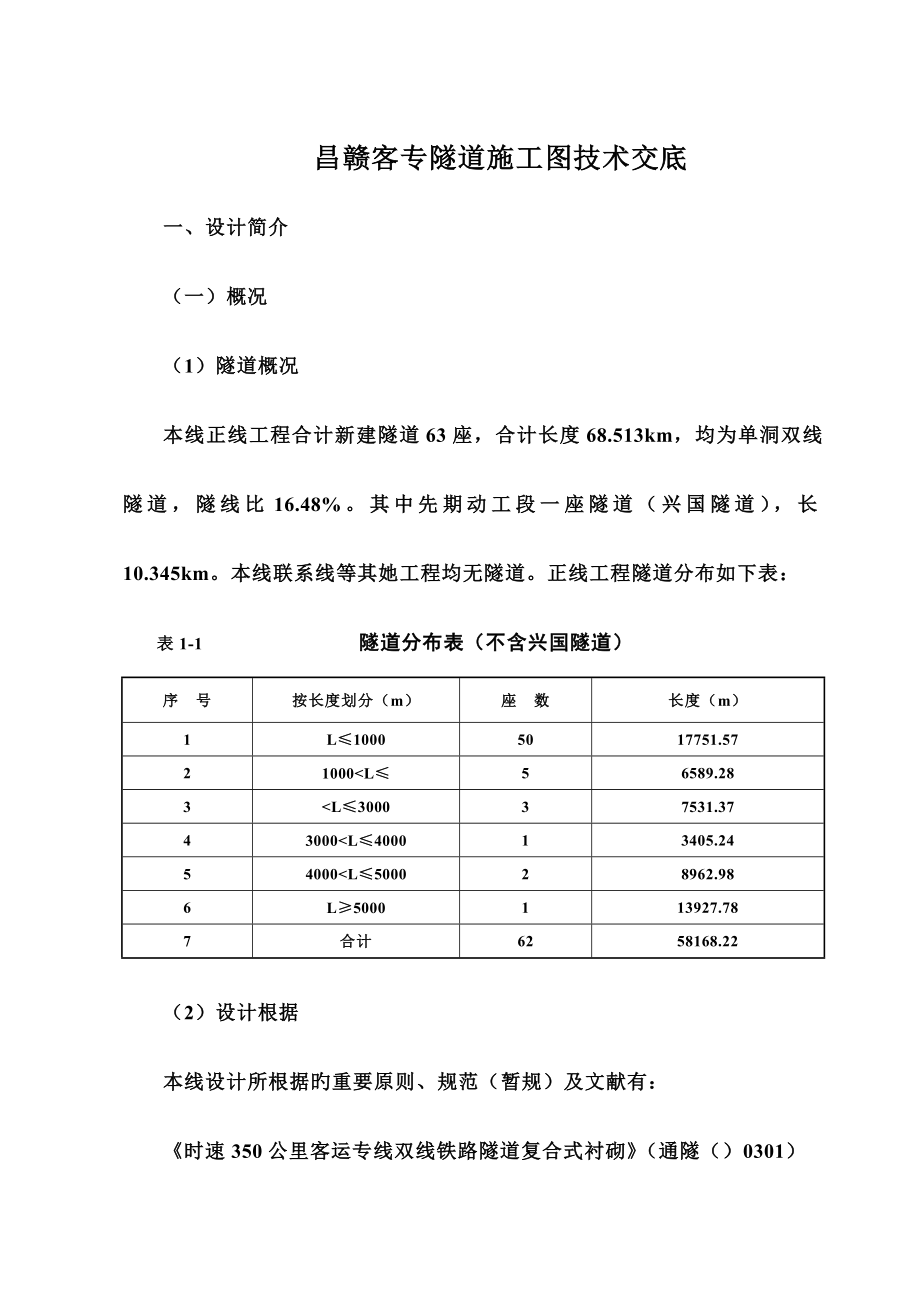
隧道重点技术交底
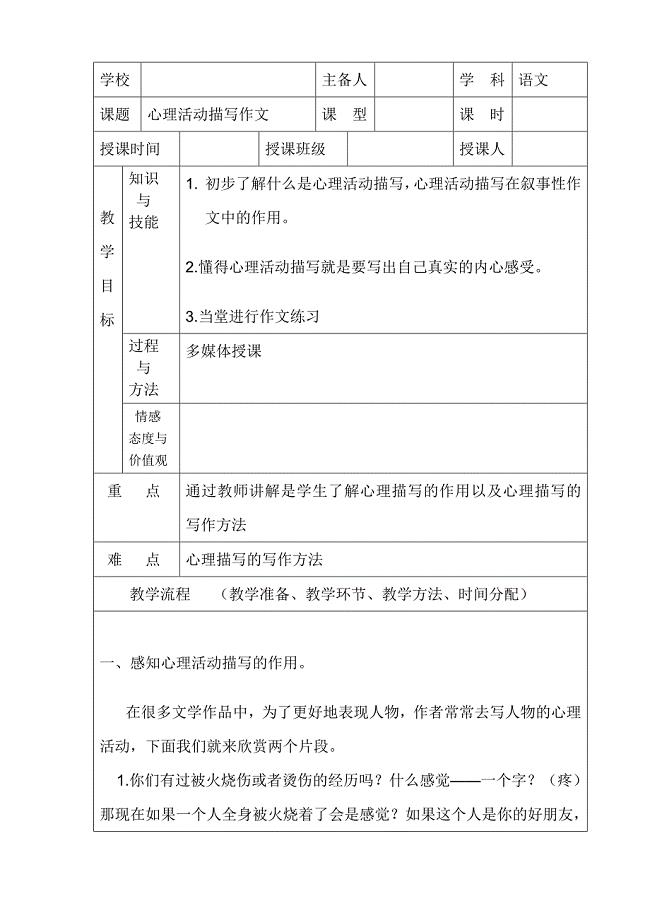
心理描写作文.doc
大河口大桥桩基施工方案.doc
保护环境卫生倡议书
水稻抛秧机毕业论文.doc
浅析如何促进幼儿语言能力的发展.doc
大学暑假社会实践心得体会1000字(通用19篇).docx

matlab图像处理工具箱.doc
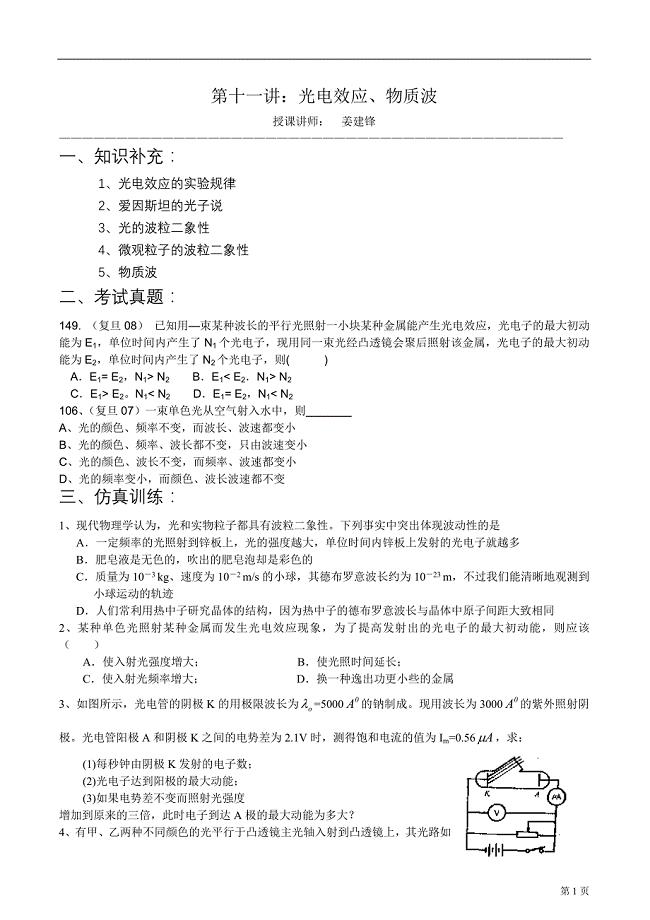
【华师大二附中 姜建锋】历年复旦、交大自主招生物理试题详解与应考指导-第11讲:光电效应、物质波.doc
仓库保管员年终总结

2023血脂异常危害处理要点(全文)

关于开展农村集体“三资”监管专项整治行动的实施方案
新视野大学英语视听说教程第2册答案及原文完整版.doc
无证经营案件调查终结报告.docx
11届毕业设计(论 文) 微型客车制动器设计 盘式 说明书.doc

2023年会计专业学生实习报告范文

车辆牌照租赁协议简洁范文(7篇)
小学一年级综合实践活动教案.doc
 区文广新局政务公开整改报告
区文广新局政务公开整改报告
2023-12-04 2页
针刺伤的发生原因及护理人员的危害和预防
2024-02-18 8页
辽宁铁道职业技术学院单招语文模拟试题及答案
2022-09-01 9页
起重机厂房施工组织设计
2023-07-19 39页
幼儿“告状”行为的研究及其指导策略
2023-04-30 19页
浅议创业企业的财务风险
2024-02-04 13页
二十一世纪日本对印度尼西亚的援助-政策、实践与启示6100字
2023-05-25 5页
企业内部控制审计指引
2022-10-11 26页
中美大豆期货价格的均衡关系分析
2022-08-17 19页
2020年农机深松整地项目实施方案
2023-04-20 6页