
长玻璃纤维
3页
1、1、长玻纤的原料颗粒长度较长,所有的模具结构、成型参数的目的是保证玻纤 长度的保持。最基本的原则是低剪切的成型工艺。2、由于颗粒长决定送料装置的特点:大直径、光滑、大圆角、可用软管、慢速 送料(低于16M/S)。3、注塑使用量一般建议在最大注塑量的40%-60%螺杆设计 一般的计量式的螺杆就可以满足压缩比二 2:1 to 3:1长径比=18:1 to 22:1螺杆分段二40%进料段,40%传输段,20%计壮段建议最小的螺杆直径庆于等于35 m用进料段的螺纹槽深度RT簣上7一5 mm引量段的螺纹深度EEl3.5 mm螺距等丁 一倍的直径泯炼螺杆对长玻纤材料部适合也不建议目的是少受剪切和压缩和每个通道大的流动空间、特别是最小的通道处的通 过面积。止逆阀处的通道也得注意。5、成型机喷嘴直径要大于4mm,建议大于6mm。但此时要注意料头的拉断。浇口 套直径要大0.5-1.0mm6、模具钢材硬度大于HRC50,可用D2、H13。但是小样模甚至可以用P20做镶件。7、流道直径大于6.5mm可以满足长玻纤的要求,还要根据产品的大小、壁厚等 加大直径;拐弯处要用圆角。8、浇口尺寸要足够大,对于矩形浇口
2、至少尺寸为6.5X3.5mm,和为浇口处壁厚 的60-90%。如果浇口处已经不对长玻纤造成破坏,再加大家口意义不大。不 能是点浇口、薄壁浇口9、排气一定要充分,因为长玻纤容易堵住排气。要在分型面、流道、顶针等, 排气的深度根据基材、玻纤的含量各有不同。10、成型工艺的目标:在满足顺利填充的前提下,低剪切速率。 背压:越小越好螺杆转速:越小越好。对于直径40mm的建议30-60RPM料筒温度:原料要尽快在进料段熔化,因为料在固态时,更容易受剪切作用而断 了。对于小的成型机,螺杆小,螺槽浅,更易受剪切断了。此时料筒温度可以反 着设置,使进料段的温度高于计量段。11所占比重議小提高背压压力提高注射連度提高提高濡尺寸玻纤长度各种参数对玻纤长度的影响。1210090加706050403020各处对玻纤的影响程度。其中料筒和止逆阀影响最大。应该是各个部件都满足要 求的前提下的各种比较。比如用点浇口,浇口的影响程度可能会急速升高。13、影响玻纤长度的10大因素:止逆阀、螺杆转速、低速平稳的填充、温度控制、注塑速度和压力、喷嘴和流道、背压、浇口尺寸、干燥、不用回料 14、这个样品流道的玻纤保留等级为 4,产品为 3。如果不改变成型机的话能够 提高这个等级吗?除非每个等级是个很宽的范围,可以争取达到她的下限什么 的。15、热流道的各处温度,尽可能单独控制。特别是热嘴应该单独控制。16、在同样长的填充时间下,浇口的位置要使流动长度最短,比如中间浇口。这 样流长短了,流动速度慢,剪切速率就低,有利于保护玻纤的长度。
《长玻璃纤维》由会员大米分享,可在线阅读,更多相关《长玻璃纤维》请在金锄头文库上搜索。
服装店长管理心得(个人整理).docx
新教材高中数学北师大版必修5配套练习:3.3基本不等式 第2课时
火力发电行业企业安全生产风险分级管控体系实施指南
加快网站收录技巧.doc
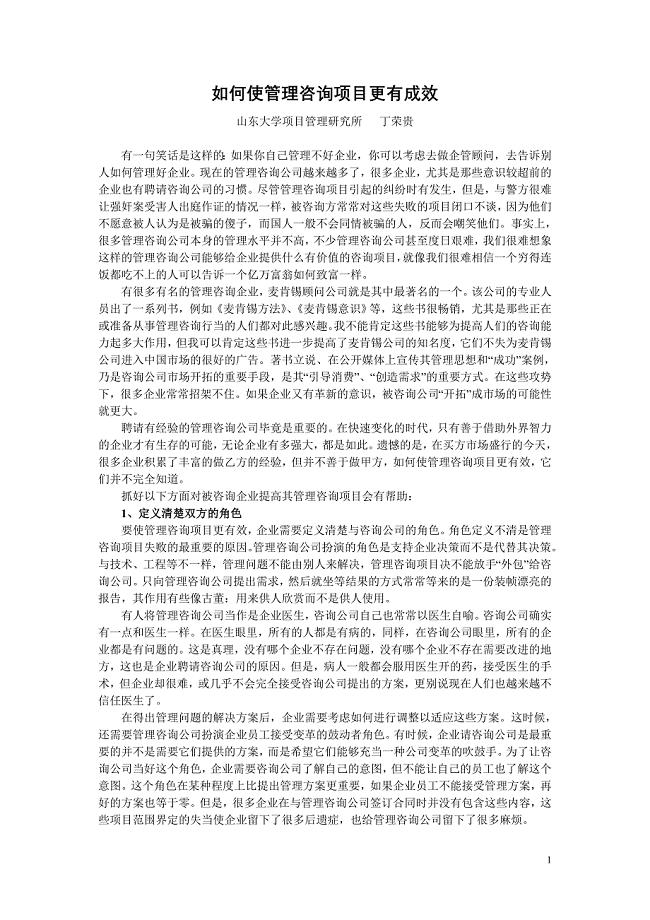
如何使管理咨询项目更有成效.doc
我身边的师德榜样
奇门遁甲入门
单相本地费控智能电能表(载波)使用说明书26
八年级英语第一次月考.doc
元旦活动策划模板汇编八篇

2009年安全工程师安全生产管理模拟试题(2).doc

小学个人德育具体工作计划模板计划模板计划模板.doc
2023年团委影像部部门培训总结2.docx
物流管理概论复习资料.doc
2022年困难补助申请书模板汇编5篇
2023年幼儿园毕业典礼活动策划.docx
南京市、盐城市2018届高三年级第二次模拟考试数学及答案.doc
2023年困难帮扶经验材料.docx
13 走进聪明屋1.docx

最新凯程徐同学:2022年央财金融硕士考研经验宝典
 透析中心律失常的应急预案
透析中心律失常的应急预案
2024-02-13 1页
乡镇一事一议财政奖补项目绩效评价自评报告.doc
2022-11-10 5页
专车奖励制度
2023-11-08 13页
校园秩序安全教育主题班会
2023-07-23 3页
设计开发控制程序
2024-01-08 4页
长白山下的歌谣
2023-04-22 6页
江密峰小学2019年混合式校本研修方案 (2).docx
2023-01-14 4页
一般贸易进出口流程及专业词汇
2023-06-02 5页
C8051F040内部温度传感器C程序
2023-10-29 4页
离心式滤油机原理和性能特点
2023-09-29 2页